【编者】在齿轮和齿轮轴行业,随着切削技术的进步和节能提效的要求,以车代磨工艺被广泛应用,由于企业对以车代磨工艺和刀具等认识不清,在工艺实施中也存在诸多问题,特别是淬硬钢的大余量粗加工,断续切削加工,切槽加工,以车代磨的光洁度和形位公差问题。我们根据齿轮行业为例,浅析以车代磨工艺中遇到的问题,并重点论述硬车削工艺的关键--CBN刀具。
淬硬钢齿轮的大余量切削和断续切削用刀具牌号BN-S20
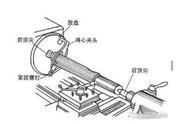
42CrMo和20CrMnTi等材质的齿轮或齿圈淬火变形可以在一定程度上加以控制和减小,但是不能够完全避免.对于渗碳淬火后的变形校正不再赘述,下面是浅谈渗碳淬火后车削加工及刀具的可行性。
对于渗碳淬火齿圈齿轮的外圆和内孔变形量的修正,车削是最简单的办法,以前任何刀具包括国外CBN刀具都不能解决强断续切削淬火后齿轮外圆,华菱超硬受邀对此进行刀具研发,“间断切削加工淬硬钢一直是个难题,何况是动辄HRC60左右的淬硬钢,而且变形余量大,在高速车削淬硬钢时,如果工件有间断切削,刀具在间断切削淬硬钢时会以每分钟100次以上的冲击来完成加工,对刀具的抗冲击性能是个很大的挑战。”中国刀协专家如是说。华菱超硬经过长达一年之久的反复试验,推出强断续车削淬硬钢的CBN刀具牌号BN-S20牌号;并在渗碳淬火后的齿轮外圆进行车削实验。
刀具试验结果:BN-S20牌号CBN刀片比原来用的进口氮化硅陶瓷刀具抗冲击,在吃刀深度增大三倍的情况下(单边背吃刀量ap=2.5mm),寿命是氮化硅陶瓷刀具的6倍!切削效率整整提高3倍(原来是三次走刀,现在是一次走刀完成4mm的淬火变形余量的切除)。最难能可贵的是刀具的最终失效形式并不是让人担心的崩刀刃,而是正常的后刀面磨损。此次断续车削淬火齿轮外圆实验,打破了业内CBN刀具不能用于强断续车削淬硬钢的神话,在刀具学术界引起很大的轰动!
连续切削淬硬齿轮的以车代磨刀具牌号BN-H10
以断续切削带油槽的齿轮内孔为例:试切刀具寿命达到8000米以上,光洁度Ra0.8以内;如果使用带修光刃CBN刀具,淬硬钢车削光洁度达到Ra0.4左右。并能取得很好的刀具寿命
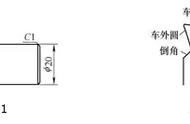
齿轮热后硬车端面时,能有效代替磨削加工,作为“以车代磨”的典型应用,连续切削用刀具牌号BN-H10已经很普及的应用在齿轮端面热后硬车的生产实践中,硬车削与磨削加工相比,确实大大提高了工作效率。 在切削硬度为HRC55~65的材料时,BN-H10牌号CBN刀片的切削速度应在120~180m/min。铣削时的Vc=100~160m/min,每分钟进给量Vf=70~160mm/min;铰削时Vc= 60~130m/min,ap=0.1~0.2mm,f=0.07~0.2mm/r。需注意用立方氮化硼刀具精车淬硬钢,其工件硬度高于45HRC,效果最好,工件硬度越高,切削线速度宜取低值,如车硬度为70HRC的工件,其切削速度宜选用60-80m/min;当精车的切深在0.1~0.3mm,进给量在0.05~0.025mm/r,精车后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,刀具的刚性好和刃口锋利,则精车后的工件表面粗糙度可达Ra0.3μm,尺寸精度可达0.01mm,可达到用数控磨床加工的水平。
以车代磨工艺成本与风险
由于CBN刀具的硬度高(HV8000~9000),耐热性高(1400℃~1500℃),在使用时能允许以高于硬质合金几倍的切削速度切削淬火钢,而耐用度是硬度合金的几倍到几十倍。CBN刀具作为以车代磨最理想的刀具,与磨削相比,华菱BN-S20立方氮化硼刀具可采用大切深间断切削实现以车代磨或以车代粗磨提高加工效率,避免大余量磨削烧伤问题;而且在连续切削中,BN-H10牌号的金属切除率通常是磨削加工的3~4 倍,所消耗的电能及人工,物料耗材却只有磨削的1/5。
以车代磨风险因素:硬车所用机床间隙和刚性决定了震刀、让刀问题的发生几率,亦会影响加工工件的尺寸精度和表面粗糙度,所以以车代磨工艺的成功除了选择针对性的具体CBN刀具牌号外,根据零件的形位公差要求和加工工况选择适合的硬车削机床也是关键。以车代磨加工淬火钢的切削参数,主要根据刀具材料、工件材料的物理力学性能、工件形状、工艺系统刚性和加工余量来选择,在选择切削用量三要素时,首先考虑选择合理的切削速度,其次是切削深度,再其次是进给量。以车代磨工艺除了在齿轮行业广泛应用外,随着“华菱超硬”等国产CBN刀具品牌的发展,以车代磨用刀具成本也越来越被企业所接收,目前广泛应用在模具加工,轴承行业,汽车零部件行业。
,