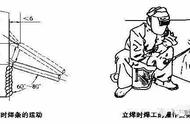
在焊接时,熔融金属在自重作用下易滴落,焊缝上侧出现咬边,下侧易掉落,因此,会造成未熔合、飞边等焊接缺陷。

因此,为了克服重力的影响,减少问题出现,应采用小焊丝直径、小焊接电流、多层多道焊等工艺措施,同时通过焊枪运动和填充丝的配合,可以实现良好的焊缝成形。
横向焊接时,坡口下侧对铁水有支撑作用,而坡口上侧对液态金属有较好的吸收作用,这对实际的单面焊双面成形非常有用。

如果焊接参数选择合理,操作得当,背面焊缝的成形是非常漂亮的。
那么如何在横焊上焊出鱼鳞纹?下面有单片和盖面两种方法,可供大家借鉴。
1. 立焊单片鱼鳞纹焊接,可用连弧挑弧运条手法(焊接较厚的钢板),用适当大点的电流控制熔池金属,焊条要按熔池金属的冷却境况有节奏的上下挑弧(焊条不熄弧)。
在焊接过程中,当引弧后出现第一个熔池时, 电弧应该较快地挑起。

当看到熔池瞬间冷却成一个暗红点时,将电弧下降到弧坑处,与下面熔池重为2/3时左右摆动,然后电弧再挑起以此连弧挑弧运条手法稳步焊接。
2. 立焊盖面大鱼鳞纹焊接,可用8字型的运条手法,焊缝的打底和填充焊肉可以适当高点,8字运条手法在焊接时,焊缝中间一带而过。
焊接铁水随着运条走向先后冷却,焊接盖面过程中,焊缝两边焊接时间多于焊缝中间焊接时间,铁水冷却后形成左一片右一片鱼鳞似的焊纹。

一般较厚的钢板,焊接电流稍大,焊接速度较快。
,