【重点和难点】
焊接工艺参数的选择和金属熔滴的控制。
【注意事项】
1.由于焊缝的位置,决定了在焊接时易烫伤同学,首先做好防护。
2.当板材厚度相同时,注意焊缝、焊角应对称分布。
3.正、反两种握焊钳方式,经讲解后自行掌握。
4.焊件表面无明显焊接缺陷、无引弧痕迹。
【教学过程】
1.焊前准备(1)试件尺寸及要求①试件材料:20g。
②试件及坡口尺寸:300 mm×200 mmx12 mm,如图3-1所示。
③焊接位置:立焊。
④焊接要求:单面焊双面成型。
⑤焊接材料:E4303

图3-1 平板对接立焊试件及坡口尺寸
(2)准备工作
①选用Bx3-300型弧焊变压器。使用前检查焊机各处的接线是否正确、牢固、可靠,按要求调试好焊接工艺参数。同时应检查焊条质量,不合格的焊条不能使用。焊接前焊条应严格按照规定的温度和时间进行烘干,然后放在保温筒内随用随取。
②清理坡口及其正、反两面两侧20 mm范围内的油、污、锈,直至露出金属光泽。
③准备好工作服、焊工手套、护脚、面罩、钢丝刷、锉刀和角向磨光机等。

(3)试件装配
①装配间隙 始端为2.0 mm,终端为2.5 mm。
②定位焊 采用与焊接试件相应型号焊条进行定位焊,并在试件坡口内两端点焊,焊点长度为10~15 mm,将焊点接头端打磨成斜坡。
③预置反变形量 3°~4°。
④错边量 ≤1.2 mm。
2.操作要点
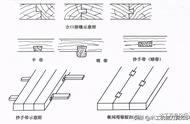
分四层、四道施焊,如图3-2所示。