焊缝的返修磨掉了你的锐气,你的信心。要问打底有什么技巧,那就是多练,多看,多想,同样的参数,别人能焊好,给你可能并不行。

为防止仰焊部位内凹,立、平焊部位过高,打底层仰焊位采用内填丝法,立、平焊部位采用外填丝法进行施焊;
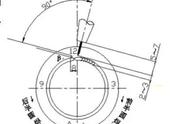
焊枪向已焊焊缝倾斜,倾角一般维持在35°~65°之间,焊丝则向未焊部分倾斜15°~20°之间。
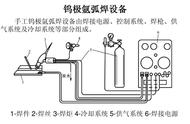
焊接时焊枪瓷嘴直接压在坡口内,钨极伸出4mm~6mm,端部离坡口根部1mm左右。

管道氩弧焊打底通常都是采用外送丝操作手法,即焊丝送到在坡口外面根部熔化,通常Φ108mm以下口径的管道用外送丝工艺就能够满足要求了,对于大口径管道打底采用外送丝,焊缝5点~7点部位背面容易形成连续性内凹,对于背面成形不利。

因此对管道用内送丝打底的操作手法,即焊丝通过坡口间隙进入到坡口背部,焊接电弧直接作用到钝边同时熔化焊丝,在背部坡口顶托的作用下,焊丝熔化直接滴落在坡口背面形成打底层。