送丝:打底时根据焊接位置采用不同的送丝方法(内送、外送、两边送)来保证根部熔透和内焊高等。主要送丝要均匀连续,送丝速度可根据电流大小、速度等来决定。

摇摆焊和传统托把式施焊有所不同:更灵活、更美观、更适合不锈钢材质的焊接要求
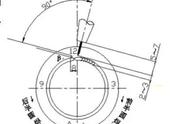
尽量使用较轻便的或角度可以变换的氩弧焊把,瓷嘴可根据自己喜好和焊缝宽窄来选择大小,打底时无特殊要求但盖面时稍大号的瓷嘴更容易掌握更灵活。

由于瓷嘴是靠在焊缝上的所以更稳定、电弧更短、热量更集中等,可能电流比传统焊法要小一些(也可根据自己的经验习惯调整),特别是盖面时更能焊出漂亮的金黄色有利于焊缝金属。

由于摇摆焊瓷嘴是靠着坡口内或焊缝上焊接的所以比较稳定热量也较集中,使坡口中间及两侧熔合更好更美观,稳定性又减少了坡口两侧的咬边现象。