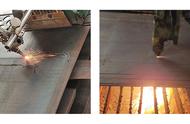
焊接是使金属连接的一种方法。
它利用加热手段,在2种金属的接触面,通过焊接材料的原子或分子的相互扩散作用,使2种金属间形成一种永久的牢固结合。

选用熔焊的方法对Q355D与Q345E钢进行焊接,对焊接工艺进行评定。
1、焊接方法与工艺
(1)、焊接方法
焊接母材由Q355D与Q345E低合金高强钢构成,焊接设备为KRII135,焊接方法为实芯焊丝电弧焊,接头类型为对接,保护气体为80%Ar 20%CO2。焊接母材Q355D与Q345E化学成分如表所示,力学性能如表所示。
(2)、焊接工艺规程
焊前将坡口进行机加和打磨清理;焊接位置为平对焊;Q355D的碳当量为0.41%,Q345E的碳当量为0.42%。焊接坡口准备如图所示。
2.2、焊缝检验
(1)、磁粉检验:仪器型号为CJE-2A;检测部位100%(WM HAZ);磁化方法为磁轭;磁粉种类为黑磁悬液;磁悬液浓度为1.2~2.4mL/100mL;磁化时间为1~5s;提升力不小于45N;灵敏度试片型号Atype30/100;磁化方向为纵向;触头(磁轭)间距为120mm;磁场强度为2~6kA/m。按照ISO23278标准2X级检验合格。
(2)、超声波检验:仪器型号为EPOCH650;耦合剂为化学浆糊;无热处理状态;检测部位为(WM HAZ);探头型号为4P8×9A70°φ14mm双晶直探
(3)、硬度试验:无热处理状态下,填充金属选用φ1.2mm碳钢氩弧焊丝。硬度检验分布图如图所示,检验结果如表所示。
(4)、金相检验:无热处理状态下,填充金属选用φ1.2mm碳钢氩弧焊丝。检验标准为ISO5817-B。
(5)、焊接拉伸试验:无热处理状态下,填充金属选用φ1.2mm碳钢氩弧焊丝,检验标准为ISO4136,抗拉强度为527MPa;断口位置为热影响区。
(6)、焊接弯曲试验:无热处理状态下,填充金属选用φ1.2mm碳钢氩弧焊丝,检验标准为ISO5173,在直径φ40mm压头下弯曲,焊缝无裂纹。
(7)、焊接冲击试验:无热处理状态下,填充金属选用φ1.2mm碳钢氩弧焊丝,试样尺寸为10mm×10mm×55mm;缺口类别为V形;检验标准为ISO9016;分别对焊缝、热影响区Q355D、热影响区Q345E在-40℃、冲击功不小于27J的环境下各冲击3次。冲击试验结果如表所示。
根据焊接工艺规程制定了焊接工艺,对Q355D与Q345E钢焊后进行了磁粉检验、焊接弯曲试验、硬度试验、超声波检验、金相检验、焊接冲击试验、焊接拉伸试验。
高强卷板 | Q355C | 9.5 | 1500 | C | 33.69T | 安阳 | 安钢 |
高强卷板 | Q355C | 7.75 | 1500 | C | 34.89T | 安阳 | 安钢 |
高强卷板 | Q355C | 7.5 | 1500 | C | 38T | 安阳 | 安钢 |
高强卷板 | Q355C | 7.5 | 1500 | C | 31.18T | 安阳 | 安钢 |
高强卷板 | Q355C | 5.75 | 1500 | C | 33.38T | 安阳 | 安钢 |
高强卷板 | Q355C | 5.5 | 1500 | C | 32.94T | 安阳 | 安钢 |
高强卷板 | Q355C | 4.75 | 1500 | C | 34.58T | 安阳 | 安钢 |
高强卷板 | Q355C | 4.5 | 1500 | C | 39.85T | 安阳 | 安钢 |
低合金卷 | Q355D | 3.75 | 1500 | C | 29.99T | 安阳 | 安钢 |
低合金卷 | Q355D | 3.5 | 1500 | C | 36.182T | 安阳 | 安钢 |
低合金卷 | Q355D | 2.75 | 1500 | C | 38.25T | 安阳 | 安钢 |
低合金卷 | Q355D | 2.5 | 1500 | C | 38.1T | 安阳 | 安钢 |
低合金卷 | Q355D | 2.3 | 1500 | C | 35.69T | 安阳 | 安钢 |
低合金卷 | Q355D | 2 | 1500 | C | 30.3T | 安阳 | 安钢 |
低合金卷 | Q355D | 2 | 1250 | C | 28.4T | 安阳 | 安钢 |