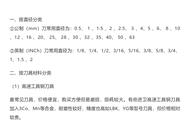
一、按直径分类
①公制(mm)刀常用直径为:0.5、 1 、1.5 、2 、2.5、 3 、4、5 、6、 8 、10 、12 、16 、20、 25、 28 、30 、32 、35、40、 50 、63
②英制(INCh)刀常用直径为:1/8、1/4、1/2、3/16、5/16、3/8、5/8、3/4、1、1.5 、2
二、按刀具材料分类
(1)高速工具钢刀具最常见刀具,价格便宜,购买方便但易磨损,损耗较大。有些进卫高速工具钢刀具加入3Co、Mn等合金,耐磨性较好,精度也高如LBK、YG等型号刀具,但价格相对较贵。
(2)合金刀具
共用合金材料制成,耐高温、耐磨损、主轴转速高,加工效率和加工质量高。能加工高硬材料(如烧焊过的模具、因此价格贵,一般用于精度,质量高的加工场合
(3)舍弃式刀粒
此类刀具的刀粒由合金制成,刀粒可更换,耐磨性较好,价格适中,因此广泛用于加工钢料场合
刀粒形状有:方形、菱形、圆形几种。方形、菱形刀粒两个角磨损后就要更换,而圆形刀粒的圈表面都可以使用。因此耐用性较好。
比较常用型号有:25R5、30R5、32R5、35R6、16R0.8、20R0.6、25R0.8、6R1、8R0.5、10R0.5
三、按刀具形状分类
平铣刀
平铣刀大体上分为:
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
2.球头铣刀,也叫R刀。进行曲面半精铣和精铣;
用途:广泛用于各种曲面,圆弧沟槽加工。
耐高温特性:维持切削性能的最高温度450-550/500-600摄氏度。
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿型刀,铣出各种齿型,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.
平铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。
(1)T形刀:又叫T型铣刀、半圆铣刀、键槽铣刀用于行位槽加工
(2)镗刀:分粗镗刀和精镗刀;先用铣刀或钻头预加工底孔,预留0.5到2毫米左右再用镗刀进行粗搪和精搪加工,这样加工出来的圆孔精度比较高,表面光洁度也比较高。
(3)钻头:用于圆形孔加工,加工出来的孔的精度不太好。
(4)丝锥:用于内螺纹加工,可能手工用,也可以装在数控机床上用。
(5)铰刀:铰刀具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。
(6)球飞刀:主要是合金刀杆上,装合金的球形刀头。常用于半精加工和精加工曲面,尺寸规格较多。
(7)中心钻:用于定位加工,如用钻头钻孔前,先用中心钻加工定位。
(8)刻字刀具:专门用于小的字体加工或花纹图案加工。
(9)平飞刀:刀杆上装菱形刀粒,刀粒对角两端有小的R半径。常用于半精加工和精加工曲面(我看过这种刀具,可是为什么叫这个名啊);极
少于开粗,如产品或模具侧面较高,毛坏余理不多,刀具直径能覆盖毛坏余量的情况下,可以用于开粗,但如果用于模具加工层距一般小于0.3毫米。
(10)盘铣刀:主要用于毛坏材料粗加工,大的平面去材料加工。
加工刀具的选用
1、依加工材料选刀
①钢料
软钢:如45°钢,50°钢进口王牌钢,这些材料比较容易加工,国产的高速钢刀具(如ATA刀)即可加工,也可采用进口的YG、SKT、LBK等刀具加工
硬钢:如P20、738等,这些钢料采用国产的高速钢(如ATA);较难加工,可采用进口的YG、SKT、LBK等刀具加工,也可采用合金刀加工。
特硬钢:如S136、718、油钢、五金合金钢等,这些材料非常硬,采用国产的高速钢刀(如ATA刀)已无法加工,这时可采用合金刀具加工。
②铜铝
这些材料比较软,一般采用各种刀具均可以加工,但要考虑软性材料的韧性大,因此刀具要利,主轴转速快。
③淬过火,烧焊过的模料,应采用合金刀具加工。
2、依加工条件选刀
(1)依工件大小选刀
(2)依加工深度选刀;深度越深,刀直径应越大
(3)依加工步骤选刀:粗加工应选用大刀,并且一般用圆鼻刀开粗,严禁用球刀开粗,而精加工曲面则应采用球刀,用平铣刀或圆鼻刀精加工曲面的效果不理想(如按精加工则要卡刀直径)
加工步骤一般为:采用火刀开粗,小刀开粗(清火刀留下的残料)火刀、光刀、小刀、光刀。千万别图省事直接用小刀加个整个工件。正确的思路应选用大刀粗加工整个工件,用小刀加工大刀余留下的残料角为避免走过的空刀,提高加工效率,建议采用区域加工,以限定走刀范围
(4)依加工效率选刀:加工平面用平铣刀或圆鼻刀加工的效率高,而光斜度面规则则用斜度刀加工的效率高些。
各种刀具根据刀具直径的大小,最合适的刀具长度。
直径12毫米不超过46毫米
直径10毫米不超过40毫米
直径8毫米不超过35毫米
直径6毫米不超过30毫米
直径5毫米不超过26毫米
直径4毫米不超过22毫米
直径3毫米不超过18毫米
直径2毫米不超过8毫米
直径4毫米不超过4毫米