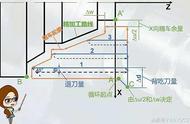
•动作3:到R点的定位,是以快速进给执行。
•动作4:孔加工是以切削进给执行。
•动作5:孔位置加工的动作,按固定循环的模式而异,有主轴停止(M05)、主轴反转(M04)、主轴正转(M03)、暂停、刀具位移等。
•动作6:退回R点的动作,按固定循环的模式而异,有切削进给及快速进给等模式。
•动作7:刀具快速进给回到起始点。但是,固定循环完了的动作为动作6或动作7,可按下列G指令作选择。G98 起始点基准复归G99R点基准复归G98/G99指令是持续模式指令,例如G98一旦指定后,直到G99指定为止,一直保持有效。NC运转准备完了时的初始状态是G98模式。如果没有X,Y,Z或R指令,则孔加工资料忽略。
固定循环的位址及意义:
位址位址的意义G固定循环顺序的选择(G80~G89, G73, G74, G76)X钻孔点位置(绝对值或增量值)的指定Y钻孔点位置(绝对值或增量值)的指定Z孔底部位置(绝对值或增量值)的指定P在孔底部位置时,暂停时间的指定(小数点以下忽略)QG73, G83 中,每次的切入量,或G76, G87 中位移量的指定(增量值)RR点全置(绝对值或增量值)的指定F切削进给速度的指定L固定循环重复次数的指定0~9999
绝对值指令与增量值指令的不同处:

G73 步进循环(G73)
1. 格式
G73 Xx1 Yy1 Zz1 Qq1 Rr1 Ff1 Pp1 ,Ii1,Jj1;P : 暂停指定2. 功能

G74 反向攻牙(G74)
1. 格式
G74 Xx1 Yy1 Zz1 Rr1 Pp1 Rr2(or S1,S2) ,Ii1 ,Jj1;P : 暂停指定2. 功能

当“r2”为1时,为同期攻牙模式,当“r2”为0时,为非同期攻牙模式。G74执行时,进给百分率调整无效,百分率调整自动地为100%。当暂时停止被按下快速进给时顺序③~⑥将无法立即停止,直到⑥执行完了后才停止,但如在①, ②, ⑨时,则立即暂停。单节停止运转时的停止位置为①, ②, ⑨指令完了时。G74及G84模式时,(攻牙中)的信号从NC输出。G74同步攻牙模式中M3, M4, M5 和S码不输出。此机能是在同期攻牙时,主轴及攻牙伺服轴之间的加减速速模式可以有最大有3段的选择。使行主轴的实际加减速模式更加接近速度回踟时的加减速模式,在各档的加减模式可最大也可以设定至3段加减速。
G76 精镗孔循环(G76)
1. 格式
G76 Xx1 Yy1 Zz1 Rr1 Iq1 Jq2 Ff1;2. 功能
单节停止运转时的停止位置为①, ②, ⑦指令完了时。本指令的使用,在加工面上不会有伤痕,强以作高精度的镗孔加工。(切削后的退回与刀尖相反方向位移动作)位移量依位址I, J, K 如下的指定。G17时:I, J G18时:K, I G19时:J, K 位移量以直线补间执行进给速度以F指定。
G80 取消固定循环进程 (G80)
1. 格式
G80;2. 功能这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括 R 点, Z 点等等,都被取消;但是移动速率命令会继续有效。(注) 要取消固定循环方式,用户除了发出G80 命令之外,还能够用 G 代码 01 组 (G00, G01, G02, G03 等等) 中的任意一个命令。
G 81 钻孔,铅孔(G81)
1. 格式
G81 Xx1 Yy1 Zz1 Rr1 Ff1,Ii1 ,Jj1;2. 功能