焊接过程中,对焊件进行不均匀加热和冷却,是产生焊接应力和变形的根本原因。众所周知,焊接冶金过程是利用电弧热、物理热、化学热等热能将母材金属及焊材熔化形成焊接熔池,熔池凝固从液相转变成固相的结晶过程。
焊接冶金过程和铸造冶金过程二者有很大区别,虽然都经历结晶成核、长大的过程,但是焊接冶金过程是非平衡凝固,铸造冶金过程是平衡凝固,焊接的局部受热过程,形成了焊接独有的特点:
1、焊接熔池体积小,冷却速度快。其平均冷却速度高达100℃/S,约为铸造的104倍。焊缝金属中易形成气孔、裂纹、夹杂、偏析等缺陷。
2、熔池中的液态金属处于过热状态,熔池中心与边缘的液态金属温度梯度比铸造高100倍左右。
3、熔池在运动状态下结晶,结晶前沿随热源同步移动,结晶主轴逆散热方向并向热源中心生长,到焊缝中心区停止生长。
4、母材熔合线上存在大量现成表面,在半熔化晶粒上形核后外生长成联生结晶,表现出焊接熔池非均质形核的特点。
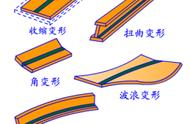
焊接过程的独特特点,使得焊接结束后,焊件内部存在着压应力和拉应力,弹性变形和塑性变形,焊缝内部因焊缝收缩产生压应力,焊缝周边的母材金属因受拉而产生拉应力。这些应力和应变的产生是不可避免的,导致焊接过程中必然产生焊接变形。焊接变形影响工件尺寸和外观质量,必须加以控制。
实际工作中如何控制焊接变形呢?我们知道大型结构件基本都是由结构钢焊接而成,在焊接结构中具备代表性和普遍性,随着智能制造和智能装备的发展,大型结构件的尺寸精度和形位公差均提出了更高要求。
下面以常用的大型结构件焊接制造为例,来说明作为焊接工艺人员,在实际生产中采取哪些措施减少和控制焊接变形,主要从结构设计和工艺角度两个方面来分析。
第一、结构设计方面。我们都知道结构设计是决定结构特定和焊接变形特性的基本因素,结构的确定使其焊接变形特点基本确定,所以作为焊接工艺技术人员,一定要在图纸评审工艺审核时,加强对图纸的审核要求,从专业角度坚持原则,对于结构设计要求如下:
1、结构允许的前提下尽量减少焊缝数量
焊缝数量少,需要输入的焊接热能就小,焊接变形就会减小。比如箱体结构焊接,本来是需要6件零件在棱边处焊接而成,如果采用钢板折弯成形两端封板,则可以减少为4件零件,然后再进行焊接,不但可以减少2道焊缝,使焊缝对称和外形美观,而且可以提高构件刚度,减少构件变形。
2、设计合理焊缝形式及尺寸
众所周知,焊缝尺寸越大,填充的焊接材料就越多,焊接时输入焊件中的热量就越大,焊缝收缩时产生的内应力就越大,焊件的焊接变形就越大。因此,在满足强度要求的前提下应尽量减小焊缝尺寸。比如对接焊缝的受力状况好于角焊缝,因此,在可能的情况下优先采用对接焊缝来减少焊缝的大小。
3、合理布置焊缝位置(对称布置或者布置在刚度较大的地方)
在焊接过程中,焊件因局部受热和快速冷却内部产生压应力和拉应力而产生应变。当焊缝位置对称布局时,冷却时产生的应力和应变就可以相互抵消一部分,整体上就可以得到较小的变形。同时焊缝位置应尽量布置在构件刚度较大的地方, 其它条件相同的情况下,焊缝所处位置刚度越大,其焊接变形相对要小,对控制焊件的整体变形有利。
4、避免焊缝位置集中和重叠
当焊缝相对集中和重叠时,热影响区相互影响,不仅使热影响区的母材金属因反复加热而变得晶粒粗大,机械性能下降,而且使得变形加大,影响焊件尺寸精度。因此,应将焊缝尽量错开,各条焊缝之间的距离应保持在100 mm以上。
第二、焊接工艺设计方面。结构确定之后,焊接变形基本上只能靠焊接工艺手段进行控制,这是焊接人员基本的技能要求,焊接工艺方面主要注意以下问题:
1、控制下料尺寸准确合理
下料尺寸准确与否直接关系到构件的尺寸精度和拼装间隙,进而直接影响构件的组焊精度。下料尺寸偏短,则焊缝组焊间隙就偏大,所需填充的焊接材料就越多,焊件所受的热量就越多,焊件的焊接变形就相对要大,通常的大型结构件的组对间隙要小于3 mm,特殊情况下要控制在1 mm之内。对于一些长宽比较大的细长工件或者重要零件,必要时需要采用机加工方式进行端面刀检,以保证工件的精度;对型材,若为热切割方式下料,则要求留少许余量,切割后打磨掉余量。
2、控制组合胎具尺寸精度及刚性
组合胎具的精度是保证焊接件组焊尺寸准确与否的关键,若组焊胎具偏差过大,结构件的组焊尺寸精度的保证就无从谈起。大型结构件不但要控制其纵横轴向的尺寸偏差,而且要控制关键截面的对角线偏差。大型组焊件组焊胎具的线性尺寸偏差一般在千分之二以内。组合平台的平面度控制在3 mm范围之内,平台平面度过大,工件压紧后会产生变形,造成工件组焊后的平面度偏差过大。
3、选择合适的焊接方法
CO2气体保护焊相对于焊条电弧焊来说,因其电流密度大、焊丝熔率高、热影响区小、焊接变形小、厚板薄板均能焊接、焊接成本低、生产效率高等诸多优点而越来越多地在焊接领域中得到推广应用,对于大型结构件,优选CO2气体保护焊。
4、选择合理的焊接参数和顺序
大型结构件一般情况下先要进行组对定位焊,定位焊要选在刚性大焊接变形小的位置,以便定位焊能定位准确。
同时大型结构件焊缝尺寸都较大,需填充的焊接材料多,输入焊接热能大,焊件的变形相对要大,实际应用时,对于焊缝尺寸较大的焊接结构件(焊缝焊高尺寸6 mm)可采用多层多道焊、小直径焊丝(条)、小电流、大线速度等焊接工艺来控制焊接变形。
在确定焊接顺序时,对称结构要采取两边同参数同时施焊,以使焊接热变形相互抵消一部分,达到减少焊接变形的目的。实际应用时经常采用两人在两侧从中间用相同的工艺参数同时跳焊。
5、焊接过程中配合使用反变形及刚性固定法
大型焊接结构件由于工件尺寸较大,整体的焊接变形积累值就越大,因此大型焊接件关键位置通常都采用刚性固定法,在工件定位后工装压紧或者焊接工艺撑,避免了在自由状态下组焊,工件在工装内始终处于最佳的焊接位置,可以得到较小的焊接变形。在一些确定收缩的位置,根据规律,提前预留2-3 mm余量进行反变形操作,也非常普遍。
当然,对于大型结构件来说,即便前面从设计结构和工艺控制方面采取了一定措施,实际焊接完成后,仍然存在一定的焊接变形和残余应力,所以在工件焊接完成以后,通常仍要进行消除应力处理和变形矫正,最终使其能够满足图纸要求和使用要求。
,