原文刊自:2017年1月
第45卷(总第543期)
摘 要
总结了细纱和络筒工序在线控制技术的应用实践。分析了细纱单锭在线监控系统及络筒专家系统在多部位的检测情况和效果。通过在线控制技术对每一个锭位进行在线检测及生产质量监控,及时发现纺纱过程中出现的异常,方便快捷找到异常锭位;同时记录分析生产质量波动以及修订完善生产工艺,可保证车间的生产稳定,提高纱线质量的一致性与稳定性。认为:纺纱在线控制技术的应用可更好地指导和辅助生产管理。
关键词
在线检测;离线测试;单锭监控;质量监控;细纱;络筒
当今消费者的质量意识越来越强,世界范围内纺织品质量均在持续提高,纺纱厂面临着更加严峻的质量挑战。纺纱厂被投诉最常见的原因有异纤的污染、残留的干扰性纱疵、横档、经纱断头和不均匀的面料外观等。因此,需要多方位的体系配合,如正确、到位、系统的质量管理流程,正确的工具和人员,保持纱线批次间的质量一致性和稳定性等。由此对控制纺纱质量提出了更高的要求,需要不断提升管理和检测方法。
1 传统管理和检测方法在控制纺纱质量方面存在的缺陷
传统纺纱生产过程的检验结果并不能直观的反应出后道产品的质量。因为传统纺纱生产过程中产品质量检测一般都是抽样检测,不是全部、全过程的检测,但成纱和织物除产品物理指标外,产品的外观疵点一般是全数检验的,如成纱疵点检验、疵布检验和服装面料的裁片检验等。纱线检验的质量常常不能保证织物和最终产品的质量,也不能及时准确的反映和控制产品质量。
传统的检测方法多是依靠人工手感、目测和经验;使用离线仪器检测,一般存在抽样数量有限、代表性不足、测得数据误差较大、一致性较差、测试时间长、效率低等问题,不能正确及时地进行有效的质量控制。在某些特定情况下滞后性突出,如带有缺陷锭位生产出的产品等。若此类问题产品交付给用户,会明显降低整体质量,从而引起产品质量投诉,对纺纱厂造成较坏的影响。
要实现产品质量的全检,在线检测是必然的途径。推行在线检测,就能实现在线全样实时的检测和产品质量的控制,提高测试正确率和工作效率。
2 在线控制技术的应用
2.1 细纱机单锭在线检测和生产监控
细纱机上采用新型单锭监控感应器对每一个锭位进行在线检测及生产质量监控。
每个单锭和分区都有多个不同颜色指示灯采用常亮或闪烁的方式反映断头、空锭、打滑锭子、落后锭子情况,在每台细纱机的车头和车中显著位置设有专门的显示装置,实时显示整个车的数据,如产量、停机、落纱、效率、断头率、接头时间、整机断头、落后锭子、打滑锭子和空锭的数量等多项参数,方便管理人员实时了解车间内每个锭子的运转情况并参照处理。
2.1.1 锭子转速监控
在线监控每个锭位,方便快捷找到异常锭位,保证纱线质量的一致性与稳定性,及时防止弱捻纱流入络筒。图1为1 #机台左侧全部432个锭位的实时锭速,可以通过不同的颜色标识,采取相对应的措施。

图1中红色标识为超过半小时未接头的锭号,表明锭子停止时间较长,需挡车工及时接头;粉色标识为刚断头半小时以内未接头的锭号,呼叫挡车工接头;深绿色标识为频繁断头的锭号,需保全进行检修。
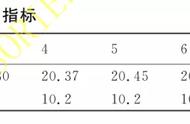
2.1.2 机台车速监控
对每落纱的平均车速监控,保证每落纱的一致性,及时发现纺纱过程中出现的异常,保证车间的生产稳定。图2显示的是19 #机台6落纱的车速及千锭时断头情况。从图2中可以看出,该机台最近的6落纱车速变化基本一致,但其中显示断头的绿色曲线中,第二落纱的启动断头偏高,查看生产记录,确认为铺车更换粗纱所致。

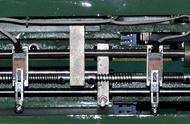
2.1.3 牵伸区域监控
图3为车头牵伸区域的光电检测显示图。通过牵伸区的光电检测,可以直观的发现牵伸是否异常,确保机台两面的一致性,避免产生号数偏差,导致络筒切疵次数增加。在实际生产中,我们通过查看系统发现,一台车的左右两侧牵伸倍数显示不同,而上机检查机台工艺参数设置正常,测试机台1/4处重量异常,停机通知保全进行机台检查,最终确认为罗拉头故障所致,更换罗拉头后,显示及测试数据均正常,故障排除。

2.1.4 纺纱速度曲线优化
图4为锭速与千锭时断头数的对应显示图。对每落纱的转速曲线及对应的断头曲线进行查看,可以更加方便的优化工艺参数,达到减少断头,提升效率,减少络筒切疵次数的目的。