焊接电流较大时使用细直径尖锥角钨极,会使电流密度过大,造成钨极末端过热熔化并增加烧损。同时,电弧斑点也会扩展到钨极末端锥面上,使弧柱明显扩散、飘荡不稳,影响焊缝成形。因此,在大电流焊接时应选用直径较粗的钨极,并将其末端磨成钝锥角(大于900)或带有平顶的锥形。
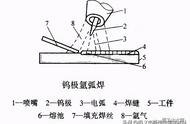
采用交流钨极氩弧焊时,钨极端部一般为圆珠形。采用直流钨极氩弧焊时,钨极端部一般为平底锥形,端部角度为30°~ 50°,这样可使电弧对母材的吹力最强,保证焊接时电弧稳定燃烧和热量集中。钨极尖锥角度的大小对焊缝熔深和熔宽也有一定的影响。通常减小锥角,焊缝熔深增大,熔宽减小;反之,熔深减小,熔宽增大。
钨极端部形状 | 适用范围 | 电弧稳定性 | 焊缝成型 |
锥台形 | 直流正接,大电流;脉冲TIG焊 | 好 | 良好 |
圆锥形 | 直流正接,小电流 | 好 | 焊道不均匀 |
半球形 | 交流 | 一般 | 焊道不易平直 |
平面形 | — | 不好 | 一般 |
钨极端头形状是一个重要工艺参数。根据所用焊接电流种类,选用不同的端头形状,尖端角度的大小会影响钨极的许用电流、引弧及稳弧性能,下图列出了钨极不同尖端尺寸推荐的电流范围。

(3)在一定条件下,气体流量和喷嘴直径有一个最佳配合范围。对手工氩弧焊而言,当流量为5一25 L/min时,其对应的喷嘴口径为5一20mm。在此范围内,气体保护效果最好,有效保护区最大。如果气体流量过小或喷嘴口径过大,会使气流挺度差,排除周围空气的能力弱,保护效果不佳;若气流量太大或喷嘴口径过小,会因气流速度过高而形成紊流,这样不仅缩小了保护范围,还会使空气卷入,降低保护效果。

喷嘴大小和气体流量对保护效果的影响如下图所示。

直流钨极氩弧焊(钨极接负极)时常见的钨极端部形状及原因 
栏目热文
![氩弧焊焊接2毫米薄板方法视频(氩弧焊焊薄板技巧)]() 今天我们聊一下电建锅炉受热面的焊接技巧,受热面也叫水冷壁,一般采用全氩焊接、也有采用氩电焊的不过很少。一个合格的高压焊工... 2022-10-27 08:21:10查看全文 >> ![氩弧焊薄板拉焊手法与技巧(氩弧焊点焊薄板的正确方法)]() 【摘 要】钨极氩弧焊是现代工业制造中一种十分重要的焊接方式,本文分析了不锈钢薄板焊接熔池受力情况与薄板的焊接变形,介绍了... 2022-10-27 08:06:38查看全文 >> ![2mm氩弧焊薄板焊接技巧(氩弧焊焊接2毫米薄板方法视频)]() (1)焊前准备焊接前必须将坡口及两侧50mm范围内的油污、锈蚀、涂料附着物、尘埃等清理干净。1)焊前清理①碳钢焊件清理的... 2022-10-27 08:29:30查看全文 >> ![氩弧焊横焊薄板手法(氩弧焊薄板横口怎么焊)]() 焊丝、焊枪与焊件之间的角度:用手工钨极氩弧焊焊接时,焊枪、焊丝与焊件之间必须保持正确的相对位置,这由焊件形状等情况来决... 2022-10-27 07:59:37查看全文 >> ![氩弧焊钨针与枪嘴最佳位置(氩弧焊学徒一般多久)]() 氩弧焊的使用方法主要还是熟能手巧,板的厚度和点击的时间,还有电流都是相连系的,要配合的很好。省气谈不上,只要不要过余的开... 2022-10-27 08:15:46查看全文 >> ![氩弧焊铜焊技巧视频(氩弧焊铜焊焊接技巧讲解视频)]() 消费电子和汽车行业是工业加工和产品制造中越来越多地使用铜的重要推动力。随着电池新技术的发展以及电池容量变得更高,对相应连... 2022-10-27 07:49:24查看全文 >> ![氩弧焊焊接诀窍(氩弧焊焊接1毫米技巧)]() “有了这个,干活就快多了!”在一海洋工程、船舶重工企业的生产车间,一位从农村出来见多识广且干了10多年的的焊工大师傅直呼... 2022-10-27 07:52:58查看全文 >> ![氩弧焊薄板焊接手法与技巧(氩弧焊焊接八种手法)]() 不锈钢薄板的氩弧焊焊接特点(1)不锈钢薄板的导热性差,容易直接烧穿。 (2)焊接时不需要焊丝,母材直接熔合。 因此,不锈... 2022-10-27 08:25:15查看全文 >> ![氩弧焊2mm薄板焊接手法图片(氩弧焊1mm薄板平焊手法和技巧)]() 手工钨极氩弧焊钨极氩弧焊简称TIG焊,属于非熔化极焊接。它是利用钨极与工件间产生的电弧热熔化母材和填充焊丝而完成的焊接。... 2022-10-27 07:42:53查看全文 >> ![氩弧焊1个板焊接技巧(氩弧焊12点焊接技巧)]() 送焊丝的方法有两种,一种是手持焊丝不动,通过手臂的摆动,将焊丝送入熔池,这种方法适合点焊时或需间断时的焊接。另外一种指续... 2022-10-27 08:11:19查看全文 >> |
|