三、钢管焊接
1、钢管焊接应按照GB50236-2011“现场设备、工业管道焊接工程施工及验收规范”等技规范进行操作。
2、钢管焊接应由专业焊工操作,持证上岗。
3、焊接接材料的品种、规格、性能应与管道材料对应,符合规范要求。
4、管道焊接前,对焊接表面的污物及时清洁,确保焊接质量。
5、管道对接焊缝不得出现在套管、墙壁、楼板等无法观察部位,与墙壁、楼板或支、吊架的距离保持在5cm以上。
6、焊接后及时清理掉焊接部位焊渣,对焊缝进行外观检查。焊缝表面和热影响区不得有裂纹、过烧现象;焊缝表面不得有气孔、夹渣。
7、镀锌钢管焊接会造成焊接部位镀锌层氧化,焊接部位表面及时进防腐处理
四、法兰连接
1、在管道与法兰连接前,应在自由状态下,检查法兰的平行度和同轴度。法兰对接面之间应保持平行并同轴,避免连接面歪斜,形成渗漏。
2、法兰连接螺栓应使用同一规格,安装方向一致,螺栓紧固时要对称均匀,紧固后长度不大于2倍螺距。
3、法兰密封面要加设衬垫,衬垫品种、规格、厚度要满足使用要求。
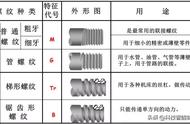
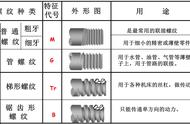
五、镀锌钢管螺纹连接
1、镀锌钢管螺纹连接应按照GB50235-2010“工业金属管道工程施工及验收规范”等技术规范进行操作。
2、螺纹接口处须填加填料,一般在外丝部位缠麻丝、涂白厚漆或涂树脂,保证连接处密封严密,防止渗漏。
六、镀锌钢管卡箍连接
1、镀锌钢管卡箍连接应按照GB50243-2016“通风与空调工程施工质量验收规范”等技术规范操作。
2、镀锌钢管沟槽加工后,检查沟槽深度和偏差是否达到要求。
3、卡箍连接管道沟槽与橡胶密封圈、卡箍套必须配合,间隙符合要求,以免连接处渗漏。
七、PP-R管热熔连接
1、PP-R管热熔连接应按照GB50268-2008“给水排水管道工程施工及验收规范”等技术规范操作。
2、切割PP-R管材,必须使端面垂直管轴心线,用洁净棉纱檫净管材或管件连接面上的污物。
3、PP-R管与管件承插热熔连接时,必须使用专用热熔机具。
4、PP-R管施工时注意掌握热熔时间和承插时的力度:热熔时间过短,易造成连接不紧密形成渗漏;热熔时间过长或承插时力度过大,易使管道内壁形成熔接圈,造成内壁过流面积缩小,阻碍水流通过。
5、PP-R管热熔连接完成24小时后,方可进行灌水和管道水压试验。
八、PVC排水管粘接
1、PVC连接接应按照GB50268-2008“给水排水管道工程施工及验收规范”等技术规范操作。
2、PVC管材与管件要规格一致,配合紧密,如果间隙过大易形成渗漏。
3、PVC管材粘接要采用专用胶水,胶水存放要避免长时间暴露在空气中,以免挥发变质。
4、粘接用胶水不得使用变质或过期产品,以免连接处渗漏。
九、管道安装允许偏差

套管、补偿器等安装:
一、套管安装
1、套管设置
1)套管应按照GB50235-2010“工业金属管道工程施工及验收规范”等技术规范进行设置。
2)管道与套管间隙在10mm左右,或视其保温层厚度留足空隙。
2、刚性套管
管道穿墙或楼板时,应设置刚性钢制套管。
3、柔性防水套管
管道在穿过地下室或地下建筑外墙时,应采取防水措施,有严格防水要求的,应
采用柔性防水套管。
4、套管安装
1)管道与套管四周空隙应用隔热或其他不燃材料填塞紧密。
2)防水套管与管道之间应采用防水材料进行密封。
3)钢制套管应与墙面或楼板底部平齐,上部应比地面高出20~50mm。
4)管道焊缝避免置于套管内,套管不得作为管道的支撑。

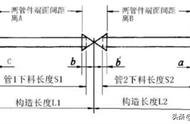
二、补偿器、柔性短管安装
1、补偿器安装
1)补偿器的安装位置严格按照设计和产品技术要求安装。
2)补偿器应根据补偿量进行预拉伸或预压缩。
3)与补偿器连接的管道应根据05R417“室内管道支吊架
“等技术标准的要求,设置固定支架和导向支架,并在补偿器的预拉伸(预压缩)前固定,使管道在支架上伸缩时不偏移中心线。
2、柔性短管安装
1)为防止管道振动,与设备相连的接管必须采用柔性短管,一般采用弹性接管或金属、橡胶软接。
2)弹性接管、金属、橡胶软接的耐压值不得小于系统工作压力的1.5倍。
3)柔性短管设备、管道不可强行对口连接,与柔性短管相连的管道独立设置支架。

阀门安装:
一、阀门是重要的管道附件,其作用是接通、切断和调节水或其他流体的流量。
1、手动调节阀
1)静态手动平衡阀
2)截止阀
3)闸阀
4)蝶阀
5)压差旁通阀
6)补水阀等
2、电动调节阀
1)电动二通阀
2)电动三通阀
3)比例积分调节阀
4)自力式流量控制阀(也称作自力式平衡阀)等
3、安全阀
4、止回阀
5、凝结水用疏水器等