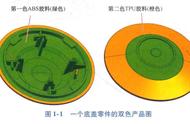
① 收缩率的确定。如果两次注塑均采用同种材料(但颜色不同),而且产品的外形尺寸 要求较严格的情况下,最好是两次都进行收缩率设置,但要考虑第一次注塑后的塑件作为第 二次注塑的型腔时将对第二次注塑产生的影响;如果第二次注塑的塑件占整个产品的比例不 大时,可以不对第二次注塑的产品进行收缩率的设置;如果第二次注塑的材料是硅、橡胶类 或比较软的材料,通常可不设置收缩率。
一般来说,双色模具的收缩率取决于第一次注射的塑料,第二次注射的塑料和第一次注 射的塑料选相同的收缩率。例如第一次注射的塑料为ABS,第二次注射的塑料为TPE, ABS收缩率通常为0.5%, TPE收缩率通常为1.8%,在双色注塑模具设计时,要全部选用
0. 5%,因为第一次注射的塑料已经把产品轮廓撑住了,第二次注射的塑料不会收缩更多。
如图20-17所示是鼠标小滚轮,中间为POM料,外表为SAN料,第一次注射中间的 POM料,第二次注射表层的SAN料,通常情况下,POM料收缩率为2.0%,SAN料收缩 率为0.6%,但在这个双色注塑模具中,SAN料外部尺寸收缩率取0.6%,内部尺寸必须取2.0%。

① 浇口位置的选择。双色注塑模具对浇口的选择很有讲究。
a.对于有logo (公司徽标或者商标)的产品,浇口要选择logo开口的一侧,以有利于 第二次塑料熔体的填充,如图20-18所示。

C.第一次注射的产品宜选择潜伏式浇口,保证产品与流道可以自动切断。无法采用潜 伏式浇口时,可考虑三板模或热流道,三板模的缺点是压力损耗大,流道凝料多。
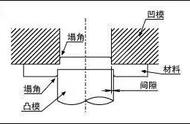
① 预压。这是双色模具上用的一个专业术语。因为第一次产品要压第二次定模型腔, 这会对logo的形状有相当敏感的影响。一般来说,logo的髙度要比理论值大0.02〜
0. 05mm,如果太小,第二次注塑的熔体就会进来,使文字的轮廓不清楚;如果预压太大, 又会导致丨ogo的线条过宽。
② 脱模斜度。双色模第一次注射部分的脱模斜度的选择比较灵活,角度应尽可能做大 些。logo的脱模斜度甚至可以放大到15°,把底盘做大,这样就不容易被第二次注塑熔体冲 变形。
③ 第一次注塑成型时,产品尺寸可以略大,以使它在第二次成型时能与另一个型腔压 得更紧,以达到封胶的作用。
来制作双色模具的模架,分中尺寸一定要完全一致,导柱孔的位置也必须一致。 要求两套模架的动、定模能够自由互换,同时两套模架的总高度也要相同,还要使两套定模 和两套动模分別等高,这一点在购买模架时就要作特別说明。
② 双色模的动模旋转180°后,要求动模的四个导柱与定模的导套必须吻合(一般常用 的注塑模的标准模架有一个错位的导柱、导套,双色模的模架的四个导柱、导套位置都一 样,没有错位)。
③ 模具的动、定模必须是硬模,热处理硬度在48〜52HRC。
④ 对于双色模中成型的两个塑件,必须具有相同的尺寸基准以确保双色模具的两套模 具在制造时不会出现基准不统一的现象。
⑤ 模具的设计参数与双色注塑机的参数要求相符,比如最大容模厚度、最小容模厚度 等。定模面板加A板的总厚度不能小于170mm。要校核注塑机的各参数,比如最大容模厚 度、最小容模厚度、顶棍孔距离等是否满足要求。
⑥ 注意K. ◦.孔距离顶棍孔的位置,一般情况下最小距离为210mm。大的模具须适当 增加顶棍孔的数量。并且,由于注塑机本身附带的顶棍不够长,所以模具中必须设计加长顶 棍,顶棍长出模架底板150mm左右。动模底板上必须设计两个定位圈。
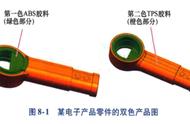
⑦ 一般的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。因为软胶易变形, 注意两种成型塑料的种类不同则收缩率也不同。
⑧ 三板模的水口最好能设计成可以自动脱模动作的形式。特别要注意软水口的脱模动 作是否可行。
⑨ 设计时要考虑在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的制品, 使其变形、位移。如果有这个可能,则一定要想办法避免。注塑时,第一次注塑成型的产品 尺寸可以稍大,以使它在第二次成型时能与另一个动模压得更紧,以达到封胶的作用,避免 溢料。
⑩ 在设计第二次注塑的定模时,为了避免定模插伤第一次已经成型好的产品胶位,可 以设计一部分避空。但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否有在大的 注塑压力下,塑胶发生变形,导致第二次注塑可能会有废边产生的可能。
⑪定模的两个形状是不同的,分别成型一种产品,而动模的两个形状是完全一样的。
⑫要注意模具的分型面的制造精度,防止废边产生。
⑬注意动、定模的定位,所有插穿、碰穿面的斜度落差都应尽量大些,要在0.1mm 以上。
⑭注塑时,第一次注射成型的塑件尺寸可以略大,以使它在第二次注射成型时能与另 一个型腔压得更紧,以达到封胶的作用。
⑮在定模A和动模B板合模前,要注意定模侧向抽芯或斜顶是否会先复位而压坏产 品,如果有这种可能的话,必须保证使A、B板先合模,之后定模的侧向抽芯或斜顶才能 复位。
⑯两个型腔和型芯的冷却水道布置应尽量充分,并且均衡、相同。
⑰为了使两种塑料双色注塑有专门的丁PU, “粘”得更紧,要考虑材料之间的“黏性” 以及模具表面的粗糙度。模具表面越光滑,两次注射的塑料就“粘”得越紧。
,