执行G73指令时,每次进给后令刀具退回一个d值(用参数设定)
相比于G73指令,G83指令则每次进给后均退回至R点,即从孔内完全退出,然后再钻进孔中。深孔加工与退刀相结合可以破碎钻屑,令其小得足以从钻槽顺利排出,并且不会造成表面的损伤,可避免钻头的过早磨损。
G73指令固然能保证断屑,但排屑主要是依靠钻屑在钻头螺旋槽中的活动来保证的。因此深孔加工,特别是长径比较大的深孔,为保证顺利打断并排出切屑,应优先采用G83指令。
G83举例
这里介绍G83深孔循环的两种方式:
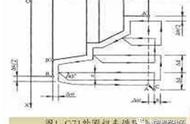
G83 X_ Y_ Z_ R_ Q_ F_

刀路解析
Q值是一个恒定的值,这意味着从孔的顶部到底部,每次都采用的是同一个深度在加工,由于加工安全性的需要,通常会选取最小的值,这也意味最少的金属去除率,在无形中也浪费了大量的加工时间。
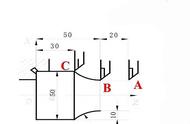
G83 X_ Y_ Z_ I_ J_ K_ R_ F_

刀路解析
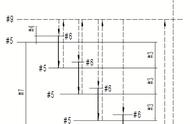
每次切削的深度分别用I,J,K来表示。在孔的顶部工况良好时,我们可以设置更大的I值,来提高加工效率;在加工孔的中部工况一般时,我们采用逐步减少的J值的方式来保证安全性和效率;在加工孔底部工况恶劣时,我们通过设置K值来保证加工的安全性。
,