4、将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起

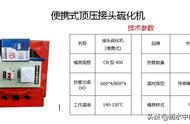
5、将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。

6、准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。

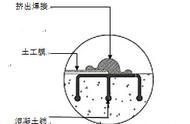
1.焊接过程没有冒烟或其他异常:
2.管材与管件保持平直:
3.观察柱均已完全突出:
4.无溶体流出,电热丝未明显挤出移位。
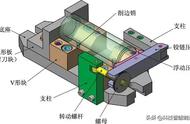
注意事项·管材刮削一定要均匀,无漏刮
·管件应在使用时才拆开包装以保持其清洁干燥
·确认管件连接柱与焊机接头接触良好,无松动时方可焊接,如不匹配请更换匹配插头
·确保管材插入至管件挡台位置,否则会出现电热丝空烧、短路、冒烟、燃烧、溶体溢出等问题
·任何情况下都不应“二次”或“多次”加热焊接
·冷却时间结束前,不应移动、踩压、切割管道