冲头简称“冲子”、刀口镶件简称“入子”,在冲压模具结构设计中是非常重要的存在,只要这里出现一点点问题,就会直接影响产品质量。
冲子设计原则一、冲子结构理论
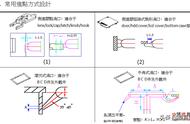
冲子在模具中的表现形式很多,对于截面是圆形的冲子结构已有国家标准。对于非圆形断面的冲子结构需要根据产品形状、料带工艺分刀后来确定。
1、圆形凸模的结构形式
目前模具中常见的圆形冲子结构形式有如下几种

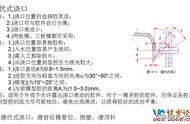
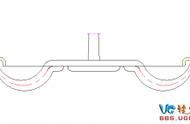
对于圆冲,可以简单的理解为“A”冲、“T”冲。其区别在于冲头分为一阶、二阶、三阶。T冲一般使用于冲孔比较大的情况,而A冲属于T冲的修改版,使用于冲孔较小位置。当冲裁料厚与孔径相近的小孔凸模结构,为了提高纵向抗弯曲能力,采用护套结构形式。如下图

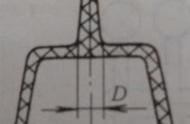
如果零件非常大或者冲裁有空间的冲头常采用下图结构形式,保证强度且好安装。

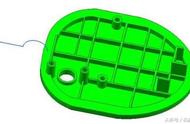
2、非圆形冲子结构
非圆形冲子需要根据工艺分刀确定形状,不过我们可以适当的理解为圆形类、方形类两种。如果工件属圆形类,则可将冲子固定部分做成圆柱形;如果工件属于方形类,则冲子固定部分也做成方形的。采用下图这样可以减小冲子制造的复杂程度,用圆柱形固定的非圆柱冲子应注意冲子的定位。一般采用打骑缝销钉来防止凸械的转劝。