随着石油、 化工行业的快速发展, 各种苛刻的腐蚀介质环境下, 对设备的材料选择提出了更高的要求。HASTELLOY C-2000 合金是 HAYNES 公司为适应此 种要求而开发的一种优化合金, 该合金是在已经广泛应用的 Ni-Cr-Mo 合金中加入铜, 由于其对不同腐蚀介质的优良耐蚀能力, 在化工设备制造中得到越来越 多的应用。 板材对应的 ASME 牌号为 SB575 N06200。除了对各种苛刻介质的腐蚀抗力外, C2000 合金还扩大了 Ni-Cr-Mo 镍基合金系列材料的应用范围。

上海霆钢金属集团有限公司
C2000 为抵抗更多的腐蚀性化学物质而设计, 包括硫酸、 盐酸、 氢氟酸等。 和以前优化的 Ni-Cr-Mo合金仅能单一抵抗氧化性或者还原性酸不同, C2000合金对氧化性和还原性两种环境均有抗腐蚀能力。 在大于 16% 钼含量和大于 1.6% 铜的铜含量的联合作用下, 使合金具有出色的抗还原性介质腐蚀的能力, 同时高的铬含量(23%) 保证了对氧化性介质腐蚀的抵抗能力。
在工程应用中, C2000 提供了极佳的经济性能。相比其他 Ni-Cr-Mo 合金, 其增强的抗腐蚀性, 可在同样的材料厚度下获得更久的设备寿命, 也可在更恶劣的条件下得到更高的安全系数。 综合的抗腐蚀性能的提升可使设备用于各种反应器、 热交换器等。 由于C2000 的上述优点, 它是哈氏公司系列产品中耐蚀性最好的镍基合金材料。
C2000合金的化学成分和力学性能 典型的 C2000 合金的化学成分见表 1, 力学性能见表 2。

上海霆钢金属集团有限公司

上海霆钢金属集团有限公司
C2000合金的焊接 C2000 合金的焊接性与其他镍基合金与奥氏体不锈钢的焊接要求相似, 但从焊缝金属要达到在还原性或氧化性介质中的良好的耐蚀性角度考虑, 需要从焊接方法选择、 填充材料选择、 接头形式设计、 焊接参数、 预热和层间温度等方面进行试验研究, 最后得到最佳的焊接工艺规范。
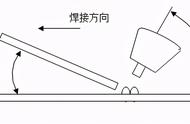
焊接方法的选择C2000 合金的焊接一般采用手工钨极氩弧焊或焊条电弧焊。 不推荐使用热输入较大的埋弧焊方法,对于厚度较厚、 焊缝尺寸较长,不得不采用埋弧焊的情况下, 应采用较细的 φ 2.4 mm 焊丝或 φ 3.2 mm焊丝,并采用较小的热输入焊接 ; 焊缝厚度较小的情况下, 可采用钨极氩弧焊或焊条电弧焊, 要求氩弧焊机应有高频引弧和电流衰减装置, 能实现提前通气和焊后延时断气以达到对焊缝的保护效果。
如采用钨极氩弧焊, 为对焊缝形成最佳保护效果, 应尽量采用大喷嘴( φ >10 mm) 焊枪, 还应有气体扩散屏以减少保护气体的异常扰动。 正面焊接时, 反面应采用空气连续跟进保护, 保护效果用焊缝颜色判断, 银白色为最佳保护效果。 根据工程经验,当保护的焊缝金属厚度超过 6 mm 时, 此时正面焊接的热量不足以造成焊缝背面的氧化, 则可以取消背面气体保护。