上海霆钢金属集团有限公司
焊接填充材料的选择C2000 合金的焊接材料的选择, 一般有两种方法, 即采用耐蚀合金元素含量接近母材的等匹配的焊接材料, 或是选择耐蚀合金元素高于被焊母材的超匹配焊接材料, 对异种母材焊接, 应采用就高不就低的原则, 选择焊材的合金成分应与较高合金成分母材一致。 哈氏 C2000 合金目前广泛使用的填充焊材是含有23%Cr16%Mo 的等成分的焊接填充材料, 即在 C2000同种材料之间焊接可选用 AWS A5.14 ERNiCrMo17焊丝, 或 AWS A5.11 ENiCrMo17 焊条。 该焊材同样适用于 C2000 合金与其他铁素体钢的焊接。
坡口制备C2000 合金的焊接坡口 采用机加工、 切割或打磨的方式均可, 但热切割的边缘焊前必须打磨光亮, 露出金属光泽。 焊前坡口应经目视检查或渗透检查, 不得有影响焊接质量的缺陷存在。
坡口及其两边至少各 50 mm 范围内母材的表面,应用洁净的丙酮或无水酒精等溶剂进行清理, 所有影响焊接质量的油脂、 机加溶液残留、 记号笔标记、粉尘、 氧化物等必须清理干净。 必要时, 在清洗后再采用不锈钢丝刷清理坡口及坡口边缘的区域。

上海霆钢金属集团有限公司
焊接控制要点与其他镍基合金一样, 哈氏 C2000 合金焊接过程中最大的问题是防止热裂纹的产生, 易产生热裂纹的原因是焊缝凝固时有低熔点金属和低熔点共晶物液膜残留晶界, 在收缩应力的作用下产生开裂。 为防止热裂纹的产生, 从工艺方面, 一是要采用较低的热输入进行焊接 ; 二是控制好层间温度, 加速焊缝的冷却。 为降低焊接过程中的热输入, 应用窄焊道焊接,不得采用摆动焊, 最高层间温度应限制在 100 ℃以下。由于护坑有出现热裂纹倾向, 焊后对起弧处、熄弧处进行打磨。 道间清理和保护也非常重要, 油脂、锈等杂质均会引起热裂倾向, 道间必须清理干净, 焊接过程如有裂纹、 气孔等缺陷, 在熔敷下一焊道前,应通过打磨或其他机械方式彻底消除干净。
焊接工艺评定试验公司承制的某化工项目, 由于介质具有强腐蚀性,并且毒性较强, 对设备选材要求极为苛刻, 从耐蚀性、经济性考虑, 最终选择哈氏 C2000 合金。 在产品制造前, 按照 JB 4708 焊接工艺评定标准并参考 ASME 第IX 卷《焊接及钎接评定》, 进行焊接工艺评定, 评定试验为厚度为 6. 35 mm 的 C2000 合金, 采用手工弧弧焊打底, 焊条电弧焊填满的联合焊接方法。

上海霆钢金属集团有限公司
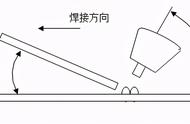
由于镍基合金的流动性相对较差, 为防止未熔合、 气孔等缺陷的产生,一般焊接坡口角度相对碳钢或不锈钢要大。 对于 3 mm 及以下的对接坡口, 可不开坡口直接焊接。 对于较厚的材料, 为减少焊材填充量, 一般采用 X 型坡口进行双面焊接 ; 本试验板厚为 6.35 mm, 可开单面 V 型坡口。 焊接坡口 型式如图 1 所示, 试板焊接工艺参数见表 3。

上海霆钢金属集团有限公司
按照技术要求, 焊后对试板进行 100%PT 检测,按照JB 4730 I级合格; 对试板焊缝进行100%RT检测,JB 4730 II 级合格, 随后对试板进行了破坏性的力学性能试验,其结果见表 4。