折弯机因其负载过重,运动部位润滑不到位,工作环境较复杂等多种原因,都极易造成运动部件磨损或拉伤。本文就为大家分析一下折弯机常见的机械故障及维修:
故障一:液压折弯机液压系统无压力或压力键不上去1.比例溢流阀的电磁线圈是否得电,比例电磁线圈电压是否符合要求,如是上述原因,请检查相关电气原因。
2.检查插装阀或主阀芯是否被卡死,以及阻尼小孔堵塞,如果是相关原因,请拆卸溢流阀清洗干净,再重新装上。
3.三相电源调相,导致电机反转。
4.油泵转向错误或油泵损坏。
5.压力表是否损坏。
6.压力控制阀有无电信号或阀堵塞。
7.压力插装阀堵、卡,封不住油。
8.充液阀卡住(滑块无慢下)。
9.补偿放大器调的太小。
10.压力只能达到一定值时,用直接给24V电的方法判断阀油泵是否有问题。

压力表
故障二:滑块速度转换点停顿时间长1. 油缸上腔吸入空气,压力建立时间长(自吸管路漏气)。
2. 充液阀或自吸管路流量小,或者滑块快下速度过快而造成吸针。
3. 充液阀没完全关闭,上腔压力减的慢。
4. 慢下阀得电后将充液阀关闭,上腔吸不到油。
5. 比例阀中位不对导致开口不一样,走得不同步。
6. 将快下速度减小试验有没有停顿。
7. 快下压力的大小对充液阀关闭有影响,排除快下压力。
8. 工进前延时阶段压力参数调整。
9. 充液阀控制管路阻尼孔太小,形成压差。
10.数控系统参数(慢下前延时)。
11.数控系统参数(慢下增益参数减小)。
12.检查油箱油面是否过低,充液口未被淹住,快进时油缸上腔充液吸空引起充液不足。如上述原因可以将油箱油液加至充液口上方5mm以上使充液孔完全被淹住。
13.检查充液阀是否被完全打开,如果是因为油液污染,使充液阀的阀芯活动不灵活有卡滞现象引起充液不足。需要清洗充液阀重新装上使阀芯灵活自如。
14.检查快进速度是否太快,引起充液不足。如上述原因可通过修改系统参数降低快进速度。

折弯机阀门
故障三:液压折弯机滑块返程正常,快进正常,手动不能慢行向下,折板无力1.检查控制充液控制油路的"三位四通"换向阀是否工作正常,如果是则引起充液阀未关闭,使上腔与油箱充液口相通,不能减压。导致该阀不能正常工作的原因是没有通电或者被卡死。
2.检查充液阀是否被卡死,如是,请清洁充液阀,重新装上,至使阀芯灵活自如。
故障四:液压折弯机滑块返程速度太慢,回程压力高此类故障主要是充液阀未打开,此现象刚好与上述故障三的现象逻辑关系相反,可参照故障三的解决方法进行处理。

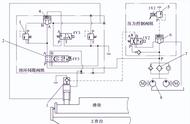
阀门解析图
故障五:滑块工进时下行不垂直,发出不正常的响声此类故障是由于导轨使用时间长,导轨润滑不正常,被磨损导致间隙增大。需要检查导轨压板磨损程度,重新调整至符合要求间隙。视磨损程度来确定是否更换导轨压板。如拉伤较严重,则需更换。
1.原压板上是贴塑,要注意选择贴塑的硬度,和导轨的贴和面,经过铲刮,保证贴和面在85%以上,开之字形润滑油槽;
2.原压板内是金属塞铁。要选择锡青铜板或球墨铸铁,贴合面磨床加工,连接螺栓要低于贴合面,开之字形润滑油槽。