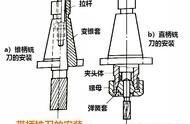
对于从事于机械加工行业的人来说,修磨刀具是必须要掌握的一项技能。不论车床操作工、铣床操作工还是钻孔钳工,刀具使用一段时间以后不可避免地会出现钝化,数控加工中心也是如此。为了不影响生产,要么换新的刀具,要么必须进行磨刀。为了企业为了降低生产成本,一般会要求操作员熟练磨刀,接下来就来谈谈数控铣刀的磨刀方法吧!
第一步,也是最关键的找平面
找平面时,可以用一块标准块做基准,刀具在砂轮上刃磨后,把刀具在标准块上比对以下,一定要把平面找平,这是刀具能否磨好的关键,如图一:

图一:平端面
第二步,开十字槽
开十字槽时,两边的刀刃开在一条线上,槽开得略微深一点,后面比较好刃磨,如图二:

图二:开槽
第三步,刃磨四个刃
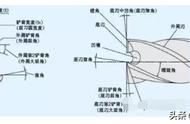
刃磨刃口时,砂轮与刀杆的角度保持在5°到10°之间,如图三:

图三:刃磨刀刃
第四步,刃磨后角
刃磨后角时,要注意控制后角的大小,后角磨太多容易崩刃,如图四:

图四:磨后角
第五步,完成
磨铣刀主要是靠手感,多练习,熟能生巧。成品如图五:

图五:成品

图六:手绘要领