主要对数控车床初学者讲述数控车床的对刀方法(这里是针对FANUC系统),对精通数车操作的人来说,我的讲解可能会存在小毛病,请指教。
1、对刀的目的是什么?
是建立工件坐标系,并将工件坐标系的具体位置告诉数控系统。
2、为什么要建立工件坐标?
因为工件坐标系就是我们编程坐标系,是编程人员为方便编写数控程序而建立的坐标系。
3、数控车床工件坐标系的方向?
工件坐标系的方向必须与所采用的数控机床坐标系方向一致。
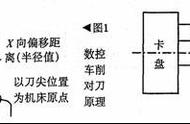
卧式数控车床上,工件坐标系Z轴正方向向右,X轴正方向向上或向下(后置刀架向上,前置刀架向下),如图一所示。

图一
4、数控车床工件坐标系的位置?
工件坐标系的原点,理论上可以选择在任意位置,但为方便对刀及方便计算工件轮廓上编程点坐标,尽可能选择在零件的设计基准或工艺基准上。
1)X轴原点选择在工件轴心线上。(初学者需要记忆)
2)Z轴原点,选择在工件右端面。(最常用,初学者需要记忆)
3)对于对称的零件,Z轴原点可选择在工件对称中心平面上。(初学者暂时可不记忆)
4)Z轴原点也可以选择在工件左端面。(初学者暂时可不记忆)
5、对刀方法——使用长度补偿对刀(常用,初学者需要掌握)
(1)准备工作
数控车床开机、消除报警、机床回参考点(回零)、安装刀具和毛坯件。
(2)车端面——刀具Z向对刀
首先,需要将刀具(假设刀具号为01)转动到当前加工的位置,再让主轴转起来,可通过在MDI模式下输入指令(例如T0101;M03S800;)并按下循环启动按键来实现。(首次开机是没办法通过操作面板的主轴正转(反转)实现主轴转动)。
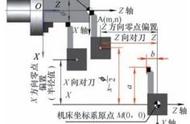
其次,再手动或者手轮模式下,将刀具移动到工件右端面附近,保证刀具沿着-X方向能车上端面即可,不需要车掉很多用量;端面车完后,反向退刀(即沿着 X方向退刀);主轴停(也可以不停)。如图二所示。

图二
最后,在MDI操作面板上,点击按钮“OFFSET”——点击屏幕下方的“补正”——点击屏幕下方点击“刀补”——点击屏幕中,在对应加工刀具位置(假设刀具号是01)将光标移动到01行的Z的位置,输入Z0——点击屏幕下方的“测量”,完成Z向对刀。如图二~五所示。

图二