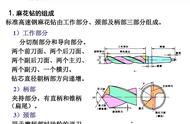
在机械加工中,孔加工约占其加工总量的1/5,其中的钻孔约占整个孔加工的30%。相信工作在钻孔一线的金粉们对于钻头的了解不会很陌生。采购钻头时,会有不同材质不同颜色的钻头,那么不同颜色的钻头到底有何区别,颜色与钻头的质量有没有关系,买哪种颜色的钻头更好呢?
钻头颜色与质量有没有关系
首先:没法单纯从颜色上分辨钻头的质量,颜色跟品质没有直接的必然关系,不同颜色钻头主要是加工工艺不一样,当然可以从颜色上做出大概的判断,只是目前质量差的钻头也会把自己的颜色进行处理达到高质量钻头的外观样式。

不同颜色的钻头有什么区别
高品质的全磨制高速钢钻头经常以白色出现,当然,轧制钻头也可以通过精磨外圆而实现白色,之所以说是高品质,除材料本身外,对磨制过程中质量控制也相当严格,刀具表面不会出现烧伤。黑色是经过氮化处理过的钻头,是将刀具成品放置于氨水和水蒸气的混合体中,经过540~560C°保温处理后,提高刀具耐用度的一种化学方法。目前市场上的黑色钻头,大多只是做到颜色是黑色(为了掩盖刀具表面的烧伤或黑皮),但实际使用效果并未得到有效提升。
生产钻头有3种工艺,黑色为轧制,最差的。白色的为清边和磨制。因为不像轧制,不产生高温氧化,故钢材晶粒组织没有破坏,用来钻硬度稍微高的工件。黄褐色的钻头,业内称为含钴钻,这个是此钻头的行业的潜规则了。含钴钻本来是白色,磨制生产出来的,后期雾化的时候,做成黄褐色(一般称为琥珀色),是目前流通中最好的了。M35( Co 5%)还有一种是金色的,这种钻头叫镀钛钻,分为装饰镀和工业镀。装饰镀一点作用也没有,就是好看,金灿灿的。工业镀非常棒,硬度可以达到HRC78,比含钴钻硬度还高(HRC54)。
如何选择钻头
既然颜色不是判断钻头质量的标准,那到底如何选择钻头呢?
从经验来判断,一般来说白色的一般都是全磨制高速钢钻头,质量应该最好。金色的是镀氮化钛的,一般要么是最好的,要么是比较差的糊弄人的。而黑色的质量也参差不齐,有的就是很差的碳素工具钢做的,很容易退火,同时容易生锈所以要发黑处理一下。
一般买钻头可以看钻头柄上的商标以及直径公差的标识,标识清晰,激光或者电腐蚀的质量不会太差。如果是字模压的字,如果字的边缘鼓起来,则钻头质量差,因为鼓起的字轮廓会导致钻头夹持精度达不到要求,而字边缘清晰,很好的和钻头柄的圆柱面交界的的则质量好。另外要看钻头尖部切削刃处,全磨制钻头的刃开的很好,螺旋面符合要求,而质量差的在后角面处的质量是很差的。
钻孔精度
选择好了钻头,我们再来看看钻孔精度。孔的精度主要由孔径尺寸、位置精度、同轴度、圆度、表面粗糙度以及孔口毛刺等因素构成。
钻削加工时影响被加工孔精度的因素:
①钻头的装夹精度及切削条件,如刀夹、切削速度、进给量、切削液等;
②钻头尺寸及形状,如钻头长度、刃部形状、钻芯形状等;
③工件形状,如孔口侧面形状、孔口形状、厚度、装卡状态等。
1、扩孔
扩孔是由加工中钻头的摆动引起的。刀夹的摆动对孔径和孔的定位精度影响很大,因此当刀夹磨损严重时应及时更换新刀夹。钻削小孔时,摆动的测量及调整均较困难,所以最好采用刃部与柄部同轴度较好的粗柄小刃径钻头。使用重磨钻头加工时,造成孔精度下降的原因多是因为后面形状不对称所致。控制刃高差可有效抑制孔的切扩量。
2、孔的圆度
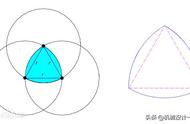
由于钻头的振动,钻出的孔型很容易呈多边形,孔壁上出现像来复线的纹路。常见的多边形孔多为三角形或五边形。产生三角形孔的原因是钻孔时钻头有两个回转中心,它们按每间隔600交换一次的频率振动,振动原因主要是切削抗力不平衡,当钻头转动一转后,由于加工的孔圆度不好,造成第二转切削时抗力不平衡,再次重复上次的振动,但振动相位有一定偏移,造成在孔壁上出现来复线纹路。当钻孔深度达到一定程度后,钻头刃带棱面与孔壁的摩擦增大,振动衰减,来复线消失,圆度变好。这种孔型从纵向剖面看孔口呈漏斗型。同样原因,切削中还可能出现五边形、七边形孔等。为消除该现象,除对夹头振动、切削刃高度差、后面及刃瓣形状不对称等因素进行控制外,还应采取提高钻头刚性、提高每转进给量、减小后角、修磨横刃等措施。
3、在斜面及曲面上钻孔
钻头的吃刀面或钻透面为斜面、曲面或阶梯时,定位精度较差,由于此时钻头为径向单面吃刀,使刀具寿命降低。
为提高定位精度,可采取以下措施:
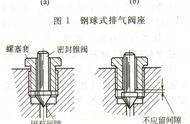
1)先钻中心孔;
2)用立铣刀铣孔座;
3)选用切入性好、刚性好的钻头;
4)降低进给速度。
4、毛刺的处理
钻削加工中,在孔的入口及出口处会出现毛刺,尤其是在加工韧性大的材料及薄板时。其原因是当钻头快要钻透时,被加工材料出现塑性变形,这时本应由钻头靠近外缘部分刃口切削的三角形部分受轴向切削力作用后变形向外侧弯曲,并在钻头外缘倒角和刃带棱面的作用下进一步卷曲,形成卷边或毛边。