柴油机曲轴、飞轮、正时齿轮、气门安装技术要点及注意事项
钱新杰
近几年,用户普遍反映拖拉机的维修质量不高,其原因很大程度上是由于机器在装配时的一些错误导致的。拖拉机修理后的装配,不是把零件装到一起就完成任务,而是要保证一定的装配精度,完成一定的功能要求。下面讲一讲柴油机主要部件安装时需要注意的事项。
1 曲轴安装
曲轴是柴油机最重要的机件之一,柴油机的全部功率都通过它输出。曲轴工作时,会产生轴向窜动,这将影响曲柄连杆机构等的正常工作,为此必须对曲轴进行轴向定位。曲轴由两个主轴承端面进行轴向定位,它们之间的轴向间隙在 0. 15 ~0. 20 mm 范围内。若过小,曲轴转动不灵活,摩擦阻力增大,会使功率下降,受热膨胀后甚至会出现卡死现象。若间隙过大,曲轴在工作时会来回窜动,润滑油膜不易保持,引起活塞、缸套“偏磨”,曲轴油封漏油。严重时,造成连杆弯曲变形。对 195T 型等单缸柴油机可以调整曲轴后端主轴承盖安装处的垫片厚度:增厚垫片,轴向间隙加大,反之则减小。
曲轴的轴向定位通常有三种定位方法:用最后的主轴颈定位、用第一个主轴颈定位、用中间主轴颈定位。这三种方法各有优点,一般较多地采用最后主轴颈定位法,即在最后一道主轴承两边各安装两个半圆止推片,J285T 型柴油机即采用这种轴向定位。止推片在有油槽的一侧表面镀有减磨合金,安装时要把它朝向曲轴凸肩,不可装反。此外,还有采用翻边轴瓦作为止推轴瓦,例如在 S195 及S1100 等单缸机上都采用翻边止推轴瓦。由于单缸机只有两个主轴承,因此它采用两个主轴承各翻一侧,翻边一侧都位于主轴承内侧,其外表面上浇铸有减磨合金。这种止推轴瓦的工艺较复杂,所以现在已较少采用。在多缸发动机上,是采用一个双翻边止推轴瓦,J285T 型也有用这种止推轴瓦的。
2 飞轮安装
飞轮安装在曲轴的尾部,主要功用是贮存能量,使曲轴均匀旋转。一般 195 系列柴油机,飞轮与曲轴多采用锥体连接,以键定位,依靠螺母的紧固压紧力使两锥体达到过盈配合,产生足够传递扭矩的能力,以实现对外作功。为保证其正常工作,在安装飞轮时应注意以下事项:(1)飞轮锥孔与曲轴锥轴配合部位锥面不得有损伤或裂纹。(2)键应完好无损,键与曲轴键槽壁应有 0. 05 ~0. 075 mm的配合紧度。在拆装时,若能用手直接把键从键槽内取出或压入,表明配合过松,应换新键。键与飞轮键槽壁,或键顶与飞轮键槽底应有不小于 0. 1 ~ 0. 12 mm的配合间隙,以防在旋紧飞轮固定螺母时飞轮被键卡阻在中间不能到位,致使螺母处于假紧固状态而造成“滚键”事故。(3)在曲轴锥面上涂一层薄的红印油,使飞轮与曲轴对研,取出飞轮观察锥孔表面,接触印痕应不少于接触面积的 80%。否则,须用研磨膏互研至符合要求为止。(4)在未装键之前将飞轮套装入曲轴,并用手推压到底。检查飞轮锥孔端面,应凸出曲轴锥体端面 1 ~2 mm。如凸出量过小或没有,可在飞轮前侧加一个内径比曲轴锥体端面直径稍大的垫圈。否则会使飞轮螺母在旋紧过程中飞轮尚未到位时便与曲轴锥体端面相抵,导致两锥面贴合不严、配合紧度不足、摩擦扭矩减小,早期发生滚键。(5)两配合锥面应清洗干净,并严禁在锥面间涂机油。否则机油浸入两件的微孔中,会降低其摩擦力,造成松动及滚键。(6)飞轮紧固螺栓必须拧紧,锁片翻边要紧贴在螺母的一个侧面上,以保证锁止牢靠。
3 正时齿轮的安装
拖拉机正时齿轮是配气机构驱动气门运动的主要部件,正时齿轮包括曲轴正时齿轮、凸轮轴正时齿轮、喷油泵正时齿轮。不同型号的柴油机正时齿轮的安装不同,请注意以下事项:
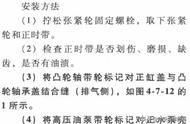
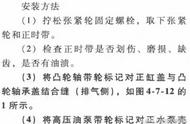
(1)2125 型发动机正时齿轮的安装,一缸活塞应处于上止点位置,把中间齿轮的记号“00”对准曲轴齿轮记号“0”,再把高压油泵驱动齿轮记号“T”与中间齿轮记号“T”对正;凸轮轴正时齿轮上的记号“P”与中间齿轮记号“P”对正,磁电机驱动齿轮记号“0”与凸轮轴正时齿轮记号“0”对正。(2)485 型、485A 型发动机正时齿轮安装时,一缸活塞在上止点,曲轴正时齿轮记号“0”应与中间齿轮记号“00”对正;中间齿轮记号“0”应与凸轮轴正时齿轮记号“00”对正。485 型、485A 型发动机高压油泵驱动齿轮安装在凸轮轴上,凸轮轴正时齿轮记号对正后,即可保证高压油泵供油正时。(3)4115 型、4115T 型发动机安装正时齿轮时,一缸活塞在上止点。曲轴正时齿轮记号“K”与中间齿轮记号“K”对正;凸轮轴正时齿轮记号“P”与中间齿轮记号“P”对正;高压油泵驱动齿轮记号“T”与中间齿轮记号“T”对正。安装高压油泵驱动齿轮时,也必须先把高压油泵固定好,才能保证齿轮定位准确。
4 气门的安装
气门分气门杆、气门头。气门头是一个具有圆锥形斜面的圆盘,以耐热钢材制成。斜面中间有一条1 ~2 mm 的密封环带,各种机型密封环带宽度见各说明书。与气门座圈相应宽度的环带配合起密封作用。环带出现超宽、偏斜、烧蚀、麻点,或位置偏上、偏下等现象应铰削修复。进、排气门制造材质不同,有些机型大小也不同,安装时不能弄错。气门杆的直线度标准值 0. 01 mm。杆部硬度 30 ~37 HRC,表面粗糙度为 Ra0. 4 μm。杆与头部焊接处不允许有裂纹、夹灰、气孔等缺陷。杆端有安装气门锁夹的槽。气门座圈采用优质耐磨、耐蚀钢材或合金铸铁,与座孔过盈配合,安装时用专用工具压入。