转载自作者佛山居上好门窗
型材进厂质量检验
一、型材表面质量检验:
1、要求:表面清洁、色泽均匀,不应有铝屑、毛刺、油污、起皮、腐蚀斑点、点灼伤、流痕及图层缺陷。同一厂家生产的同一型号、规格、批号的材料作为一批检验,每一批随机抽取3%且不得少于5件检验。但10支以下的最好是全检。
2、检验方法:在自然光线下观察外观。
配件认识
一、门窗配件:
门窗配件主要为五金件、密封材料、辅助材料等。
1、五金件主要有:传动执手、旋压执手、合页(铰链)、传动锁闭器、滑撑、插销、锁点、锁闭器、滑轮及平开下悬系统等。
2、密封材料:胶条、毛条、密封块、付档、防风块、胶水等;
二、五金入库检验:
1、外观质量:
产品形状完好、表面无裂痕、无变形、表面光洁、不能有明显的斑点,无锋棱毛刺及机械损伤;五金件抽检本批次到货数量总和的5%若抽检不合格,应加倍抽检。若仍不合格则判为不合格。
直接发往工地的原材料由项目部负责人检查验收,进公司的原材料由工厂质检部门验收。
2、检查方法:在自然光条件下观察。



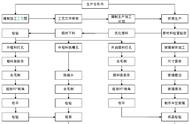
型材计算
一、铝合金门窗下料计算:
(1)平开窗下料如下:
宽度(高度)尺寸L(H)=洞口尺寸-2x间隙尺寸。(其中,当外框为45度组角拼接时,其下料宽度和高度为外包宽度和高度。)
外包宽度=(L-2x外框料宽度-中挺料宽度 总搭接量)/2
扇宽度总搭接量=2x(与边框的搭接量 与中挺竖框的每边搭接量)
扇的外包高度尺寸=H-2x外框料宽度 总搭接量