(2)推拉窗下料计算:
外框高度=洞口尺寸-2x间隙尺寸,
竖向边框尺寸=外框高度,
横向外框下料尺寸=宽度-2x竖料装备位置到外边尺寸,
扇宽度外包尺寸=(L-2x外框料宽 两边总搭接量)/2,
扇横料长度=扇外包尺寸-2x竖料宽度 2x搭接量,
外扇竖料高度=外侧导轨净空间尺寸 上下搭接量,
内扇竖料高度=内侧导轨净空间尺寸 上下搭接量,
(注:一般平开窗的扇框搭接量为6.5mm至8mm之间。推拉窗上下导轨的搭接量一般为7mm至10mm之间,实际情况需要测量具体型号的铝型材。)
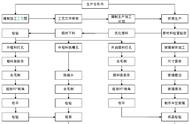
门窗生产工艺流程
一、推拉门窗生产工艺流程:
设计(图纸优化)-型材订购-下料-型材加工(冲、压、钻、铣)-穿毛条-装滑轮-外框组装-装玻璃-成品组装-检验入库-确认打单发货。
二、平开窗生产工艺流程:
设计(图纸优化)-型材订购-型材下料-型材加工(冲、压、钻、铣)-穿胶条-插角码-框组角-装合页(或连动杆)-装执手-装玻璃-成品组装-检验入库-确认打单发货。

型材下料
一、下料工序及注意事项:
1、检查设备的运作和润滑,调整好尺寸限位,同时对型材检查。
2、根据下单要求对型材的颜色、型号、壁厚、数量进行核对,对有缺陷的型材,必须套料或退回,并及时向负责人反映。
3、在下料时必须用角度尺和卷尺对下的第一根料进行首检,要结合铝型材的长度,结合下料加工尺寸,合理套用型材下料。长度的允许偏差为1±0.2毫米,角度偏差为∠±5度,加工毛刺应为≤0.2毫米。
4、下料时,应严格按照设备操作规程进行,并做好首检、中检、尾检的三检工作,抽查率不低于5%,数量少的不低于3件。
5、根据型材的断面大小来调整锯床的进刀速度,否则机器会损坏、锯片会爆裂,工件会变形。
6、下料后的产品节后应按每工程、规格、数量进行堆放并分层用隔层条隔开,防止型材表面受损。
7、检测工具:钢卷尺、万能角尺、游标卡尺。
(注:无论是领料还是下料都不能出现对型材进行抽、拉等容易划伤型材表面的现象)
二、下料准备及设备
1、下料准备:根据优化后的图纸及流程卡,结合具体型材的长度,长短搭配合理用料,优化用料,尽量减少料头、废料。
2、下料设备:主要有型材切割锯(包括45度切割锯)、角码切割锯。
下料是要轻拿轻放,操作时控制近刀速度,并对第一根料进行首检,结合铝型材的长度,测算加工下料尺寸,合理套用型材。

机加工
一、推拉门窗
1、门窗框机加工:
将框料划线、敲眼、打眼、冲压排水孔及框料接口。
2、门窗扇机加工:
将扇料用断面铣机器铣两端、冲压排水孔;
二、平开门窗
1、门窗框机加工:
将扇料划线、敲眼、打孔、铣筋、铣排水孔;
2、门窗内扇机加工:
将扇料铣筋、铣锁眼;
选择相应的角码,并按工艺要求尺寸切割。
敲眼时一定要注意,型材的两头要与料头对齐,以免出现组装的时候有上下高低差。