【规范规定】
《钢结构工程施工质量验收规范》GB50205 — 2001条文规定:
1、气割的零件宽度、长度允许偏差为±3. 0mm。
2、机械剪切的零件宽度、长度允许偏差为±3. 0mm,型钢端部垂直度为0mm。
3、气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
【原因分析】
1、两个零件共享一根切割线时,未预留切割余量,对需要机加工的部件,没预留加工余量,或余量不足。
2、焊接件、火焰弯曲加工件或需要校正变形的构件,未预留收缩余量。
3、放样、号料过程中对工艺不熟悉,错误提供样板(样杆)或号料误读尺寸线。
4、工艺要求出错,技术交底或文件不清。
5、钢卷尺未经计量检定,长度读数误差较大,或计量调整方法有误,长距离测量未用弹簧秤。
【防治措施】
1、放样、号料和气割、剪切中应考虑焊接收缩量、气割余量、边缘加工余量以及构件焊接 后的变形矫正、加热弯曲以及其他工艺余量。
2、开工前应作技术工艺内容交底,明确加工要求。
3、编制工艺文件应考虑零部件的关系,加工要求、板厚处理等各种因素。
4、应认真作业加强工艺文件的审查,加强制作过程中的自检和互检。
5、钢卷尺应计量合格,正确进行计量值修整,对长距离测量应使用弹簧秤测量。
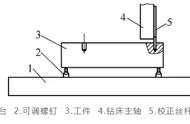
3、制孔粗糙

【规范规定】
1、C级螺栓孔(普通螺栓孔和高强螺栓孔),加工后孔壁表面粗糙度Ra不应大于25μm。其孔径的偏差应在0.0~1.0mm之间;圆度应不大于2.0mm;垂直度控制在0.03t且不大于2.0mm。
2、制孔后应清除孔边毛刺。
3、螺栓孔孔距小于500mm两孔间距离的允许偏差为±1mm 。
【原因分析】
1、孔壁粗糙、孔径不对、孔呈椭圆,主要原因是磨钻头切削刀不到位,锋角、后角、横刃斜角没按规定磨好,用标准麻花钻在薄板上钻孔时,钻出的孔不圆,毛刺多,是没有将麻花钻切削部分磨到要求的缘故。
2、钢板重叠钻孔厚度太大,重叠钻时钢板未夹紧。
3、钻孔的平台水平度不准,或工件没有放平引起孔的中心倾斜。
4、磁座钻的电磁吸盘吸力不够,引起制孔精度超差。
5、钻孔后孔边缘的毛刺未清除干净。
【防治措施】
1、充分做好生产前的准备工作,磨好钻头;熟悉工艺及验收标准;经常自检,发现差距及时纠正。
2、正确地磨好钻头,达到规定的要求。
3、切削时应注入充足的冷却液。
4、孔偏离的情况主要出现在侧向钻孔时,可选用强磁力座钻操作,或采用套模钻孔,或先用手持电钻钻出4mm小孔,然后再用磁力座钻扩孔。
5、在条件允许的情况下,尽量在数控平面钻机,或数控三向多轴钻床上钻孔。
6、毛刺可用砂轮打磨掉。
7、在设计允许的前提下,用手工绞刀绞孔,以纠正粗糙度、孔径、椭圆度、孔距、孔中心线 垂直度不符合要求等缺陷;设计不同意用扩孔纠正的孔,应按焊接工艺要求用焊接方法补孔、 磨平、重新划线、重新钻孔或用套模钻孔,严禁塞物进行表面焊接。
三、钢结构组装工程的质量问题
1、组装行位偏差

【规范规定】
1、钢板对口错边允许偏差为t/10且不应大于3mm。(t为钢板的厚度)
2、型钢错位连接处允许偏差为1 mm;其它处为2 mm。
3、钢管对口错边允许偏差为t/10且不应大于3mm。(t为管壁的厚度)
【原因分析】
组装操作不精细造成。
【防治措施】
1、施工前做好技术交底。
2、精心切割、精心组装。
3、行为尺寸达不到要求的,应拆下来重新组装。
2、拼接缝位置不当

【规范规定】
1、焊接H型钢翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。翼缘板只允许长度拼接,拼接长度不应小于2倍板宽。腹板拼接宽度不应小于300mm,长度不应小于600mm。
2、对于吊车梁构件的拼接设计要求除满足焊接H型钢拼接要求外,吊车梁上下翼缘板及腹板不得在跨中1/3范围内接头,三者的对接焊缝不应设在同一截面,应相互错开200mm以上,与加劲板也应错开200mm以上。
【原因分析】
1、拼接位置一般详图上不作规定,但作为加工常识,应把翼缘板、腹板各自的拼接缝位置布置的符合规范规定。
2、没有材料对接排版图,随意拼接造成对接位置不符合规范规定。
3、虽有对接排版图,但在拼接组装过程中方向位置弄错,造成对接位置不符合规范规定。
【防治措施】
1、应对焊接H型钢等构件材料进行排版,避免拼接位置不符合规范要求。(特别吊车梁构件的拼接位置还应同时符合设计要求,并且避免加劲板或开孔位置处于拼接缝上)
2、拼接位置不符合规范规定的,拆下来,更正后重新组装,已焊完,无法拆下的,只有设计认可才能同意验收。
3、构件矫正后钢材表面损伤