▲MES实施操作流程
(2)数据采集与监视系统(SCADA)
对关键设备进行数据采集,采集信息如下:设备的实时状态(如编辑状态、自动运行状态、MDI状态、试运行状态、在线加工状态等);转速和进给(可以实时反馈当前的转速S值和进给速度F值);坐标信息(能够实时反馈机床当前的坐标情况,包括:绝对坐标、机床坐标、相对坐标、剩余移动量等);报警信息(实时反馈机床是否报警、报警号)等。
将关键设备进行数据采集与建模进行结合,实现与MES系统的集成应用,进行设备稼动率及故障报警类别分析,数据采集系统分析如图所示。

▲数据采集分析
①设备联网及数据采集
采集生产车间的关键设备的PLC设备数据,包括加工信息、工艺参数、开关机状态等。
②设备管理
对设备实时状态、设备产量计数、设备运行与生产相关的工艺参数、设备报警进行实时采集和分析。
③设备看板模块设备3D状态看板
实时设备稼动、设备实时状态、设备报警等信息及时展示,如图5所示。

▲数据采集系统界面
(3)智能产线建设
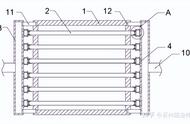
①集管焊接工作站
集流管焊接工作站采用弧焊焊接机器人用来对换热器集管组件定位,以机器人取代人力,执行高重复性、高负重度、高疲劳性、高伤害性、高危险度、高技能等作业,提高制造精度与产线效率。
机器人与电源全数字高速通信,快速应答,标配焊接导航、焊接品质监视功能、利于操作人员快速上手,示教盒的操作界面能够任选中/英的文字,且文字之间可方便切换。
焊接工作站运用变位机,拓展6轴独立多关节型机器人的焊接角度、焊接空间,以满足各结构类型集管组件的焊接。机器人可在1400mm内作业,设备精度高,重复定位精度±0.05mm;采用快速换型机构,换型效率提升45%,单个焊点时间不超过1.5S,快速高效完成焊接作业,人、机节拍更加均衡;防护装置可有效隔离弧光的影响,作业环境改善明显。如图所示:

▲集管焊接工作站
②六轴关节型转运机器人
转运机器人通过在输送线末端增加视觉引导,运用自动压力调节抓手对产品进行抓取,既可保证产品转运质量可靠性和摆放的一致性,又可替代人工作业节省人员3人。
六轴关节型转运机器人可承受载荷30kg,机械手工作范围可达1500mm,重复定位精度保证在0.02㎜,TCP最大运行速度为2.1m/s。
六轴关节型转运机器人对于相同规格产品摆放芯体几何中心位置偏差±3mm,节拍时间可控制在15s。如图所示。