▲六轴关节型转运机器人
③换热器全自动装配机
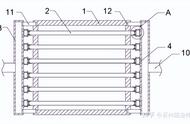
换热器组装主要将扁管、翅片、边板、夹具四大部分的零件,按照设计需求组装成一个有机的整体,组装难点有:a、自动排管难度极大。b.组装机需实现0.4s/根极高速排管难度较大,目前现有的组装机的排管时间为1s/根。c.组装区需实现20分钟快速换型,目前换型时间为2小时。
换热器全自动装配机集成了上下料机器人、伺服传感等高端自动化设备。通用上料小车结构并成功应用,解决了扁管装盘效率低问题;通过机器人上料,保证上料稳定性,提升效率;通过翅片机和装配机连接段翅片收集器并成功应用,解决了翅片报废问题,实现了翅片0报废;通过参数一键切换实现换型,换型时间控制在10min内。
全自动装配机装配效率高,由先前的230s/套,提升为82s/套;定位精确,满足产品精度和一致性要求,保证产品质量稳定性。如图所示。

▲全自动装配机
④柔性智能装配线
A.生产线设计
整线采取单双工位的独立模块组合成完整的HVAC总成生产线,模块间采用快接连接件拼接,落地方式采用脚轮与脚杯组合使用,达到随意拆装移动。根据生产需要,增加/减少工位,方便灵活。拆装移动方便,电气方面采用航空插头快速连接,整条线体航空插头具有防错功能,保证不会有插错的现象,只要能插进去绝对不会错,气路也采用快速接头方式,保证快速连接,每个模块单独开发,通过航空插头和快速气动接头连接,同时可实现切换产品时一键切换。生产线整体及模块化设计如图所示:

▲生产线整体布局

▲生产线模块化设计
B.工位显示
十个装配工位各配一个17寸的触摸显示屏,能够显示作业指导书,同时下方显示防错参数;作业指导书推送方式能够实现以下两种:一种是MES系统直接从PLM系统中调用推送到生产线相应工位显示;另一种是提前将需要的作业指导书存储至相应的位置,品番切换时,作业指导书根据需要及时切换。
C.下线工序功能
下线工位配有一个扫码枪,扫描空调装箱的箱体上的条码标签,随后依次扫描每一个空调上的条码,然后进行装箱,扫描过程中识别空调和箱体上特征码并进行防误。每一箱体上的条码对应所收容空调的条码,进行数据保存,可以通过箱体条码查找到对应的所收容的空调的条码。配置触摸屏,显示错误的条码信号或者正确的条码信息。NG时蜂鸣器和红灯报警提示。
D.标签打印系统
不合格品下线时,打印机自动打印不合格标签,不合格标签包含产品ID和不合格信息;返修台上扫码枪扫不合格条形码后,显示屏上显示不合格信息,根据不合格信息进行返修;返修完成后,产品放到检漏工位,扫码枪扫不合格条码,将返修的产品和原产品实现关联,返修的信息(主要是零部件和ID)存储至工装RFID中,不合格条码失效,正常进行各检测工位的检测,返修的产品条形码上增加“F”。
⑤视觉传感在线检测设备
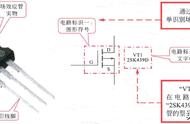
视觉传感在线检测设备属于机器人检测、故障诊断系统,用来全方位在线检测错装、漏装情况,与追溯系统关联,保存检测结果便于追溯。电动空调系统至少有50个检测点,传统机械检具检测对人员操作和检具的要求非常高,因检测不当导致的装车不良高达0.5%。
现采用视觉传感在线检测技术,由机器人携带视觉检测头采集产品信息进行分析比对并记录产品检测数据,使用视觉传感在线检测设备可将因检测不当导致的装车不良降低至0,同时在换热器生产过程如B型管成型、芯体转运、电池冷却器装配等环节也都应用了视觉传感在线检测设备,如图所示。