摘要:本文以双酚A型环氧树脂、酚醛环氧树脂和酚羟基酚醛类固化剂等作为成膜主体,研究了环氧树脂和固化剂等的选择及配比对粉末涂料涂层性能的影响,包括柔韧性和热性能等,通过配方优化,得到了适用于漆包铝圆绕组线的绝缘粉末涂料。
前言
漆包铝圆绕组线广泛应用于电动机、发电机、变压器等领域,表面涂层目前主要是以聚酰亚胺为代表的溶剂型绝缘涂料涂装。
热固性粉末涂料同聚酰亚胺等溶剂型涂料在热性能和柔韧性等方面相比还存在一些差距。
但是随着环境保护的要求越来越高,漆包铝圆绕组线的制造厂商对绝缘粉末涂料的需求越来越迫切。
本研究制得的绝缘粉末涂料,能够达到国标GB/T 23312部分标准要求,软化击穿温度能够达到210℃以上,可实现对溶剂型绝缘涂料的部分替代。
1、实验部分
1.1原材料
双酚A型环氧树脂(504)、酚醛型环氧树脂:工业级,长春化工(江苏)有限公司;
酚羟基酚醛树脂固化剂,工业级,大庆庆鲁朗润科技有限公司;
粉末涂料通用助剂(流平剂、润湿剂、安息香等),工业级,上海索是化工有限公司;
有机颜料:工业级,先尼科化工(上海)有限公司;
硅微粉:工业级,长兴华源粉体材料有限公司;
二甲基咪唑:工业级,廊坊宏泰化工有限公司。
1.2 主要设备
双螺杆挤出机、高速搅拌机、万能粉碎机、200目手动筛网,静电喷枪和实验喷涂系统、高温烘箱、膜厚仪、自动电压试验仪、软化击穿试验仪,伸长率试验仪等。
1.3 实验过程
1.3.1 实验配方
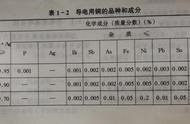
将配方所需的原料按表1要求精确称取。

1.3.2 原材料预混
称取好的原料置于高速搅拌机(烟台远力机械有限公司,FHJ-01N)中,在1200r/min的转速下搅拌混合180S,得到各组分均匀分散的预混料。
1.3.3 预混料挤出压片
将挤出机(烟台远力机械有限公司,SFJ-29A)参数按表2的要求进行温度、喂料和挤出速度设置;当挤出区温度达到设定值时,将预混后的原料置于挤出机料斗中,开启挤出机,进行挤出,压片冷却和收集片料。

1.3.4 片料粉碎和筛选
将收集的片料置于万能粉碎机(瑞安市赛特机电有限公司,ST-512)中,开启万能粉碎机将片料粉碎成粉料;再将粉料倒入200目手动筛网中进行粉料筛选,得到符合粒径要求的粉末涂料,粒径范围一般在D50=(35~45)μm。
1.3.5 铝圆线的预处理和粉末涂料的喷涂、固化
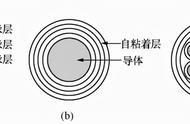
被涂基材为符合条件的铝圆线(直径2.0mm,如图1所示),用纱布蘸取工业纯酒精,将铝圆线檫拭干净,并置于干净通风处晾干,以备使用;
将处理好的铝圆线置于实验喷涂系统(自制)中,用制作好的粉末涂料喷涂在铝圆线表面;将喷涂好的铝圆线置于200℃的烘箱中烘烤固化,烘烤时间15~20min;
固化完成后,取出成品圆线,自然冷却,并用膜厚仪(Qnix44500)测量膜厚应在(100~120μm)之间。