五.双色双模共注射成型成型原理
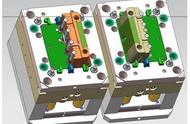
双色双模共注射成型成型是在注射机上同时安装并使用两副注射模,两副模具共享一个合模系统,如下图所示。
模具固定在回转板6上,当其中一个注射系统4向型腔内注射一定的A种塑料以后(未注满型腔),回转板6回转,将已注入A种塑料的型腔转到注射系统2处,并马上由注射系统2向由型腔和第一注射成型的空腔内注射B种塑料,直到塑料充满型腔,经过保压和冷却定型后,形成分色明显的双清色塑件,由推出系统推出塑件。

六.架 模
a.架模前取掉所有锁模螺丝
b.先架1套模具于A侧,不得调模产生高压,否则动模板受力不均而损坏机台.
c.用手将全部锁模螺丝装上后才可锁紧螺丝.
d.模具开模后公模旋转180度
e.架B侧母模,与A侧公模配合架完母模后,开模,公模旋转180度至A侧.
f.再架B侧公模,两套模具架完后,进行调模.

七.材料混成的亲和性

八.经验分享---模具设计
1.灌嘴尽量设计短一些,母模部份尽量薄。这是解决双色模结合线最好方法(由于双色产品所决定,结合线在产品中是少不了)
2.设计第一射时要保証第二射产品肉厚一致性,以防止第二射外观面因肉厚不均而出现阴影。另第二射要比第一射肉厚薄,最好在1.5mm至0.8mm之间
3.两定位环外径精度要求一致,最好为119.90mm,这保証模具更好的定位在成型机上,解决上成型机装夹困难问题,另建议上固定板与母模板用定位销进行定位连接
4.两射模具,公模与公模,母模与母模,厚度必需一致。导向装置的尺寸和精度一定要一致,模具的闭合高度要一致
5.水路设计要便于机台的安装,根据机台不同来设计
6.分型面尽量设计成平面,方便后续钳工装配
7.在设计第一射模具时要考虑产品后续与第二射靠破的尺寸,一般凸出5条。
8.建议模坯导柱做防呆
9.两副模具的中心应在同一回转半径上,且相差180度;
10.脱模机构应在二射结束后才出件,所以在一射位置不要设置脱模机构;
11.第一色浇口应保証被第二色盖住;第一色最好为热流道点浇口或三板模;
12.公模水路必须设计在两模具中间;
13.模具导柱需做防呆
九.经验分享---钳工
一、钳工在组立双色模最大的不同点,就是合模的顺序,步骤如下:
1.第一射公模与第一射的母模合配,修母模。以防公模与第二射母模合模时有成型面。
2.第一射公模与第二射的母模合配,修公模。
3.第二射公模与第二射的母模合配,修公模。
4.第二射公模与第一射的母模合配,看情况修模。
二、钳工在打模号时,二射基准要统一标准,方便后续试模人员装机
十.经验分享---成型
在双色模试模中,以后可要求试模人员做以下动作,使更好的完成试模样品
1.一射的塑料要比第二射的塑料硬。以防第二射溶融树脂融化第一射产品。
2.可要求第一射母模为低温水或冻水。可防止产品因温度降低而缩水