(3)操作要点及注意事项
操作时应面对焊缝,上身立稳, 脚呈半开步,右手握住焊枪后,手腕能自由活动,肘关节不能贴住身体,左手持面罩。注意焊道成形要整齐,宽度要均匀,高度要合适。
①T形接头立焊
板厚为8mm.采用直径为1.2mm的H08Mn2Si焊丝,参照下表焊接参数,可适当增大。

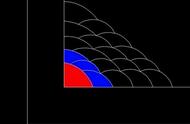
运丝时,第一层采用直线移动运丝法,向下立焊,如图中1所示,
第二层采用小月牙摆动运丝法,向下立焊,如图中2所示,
第三层采用正三角形摆动运丝法,向上立焊,如图中3的所示,

1-直线移动运丝法、2-小月牙横向摆动运丝法、3-正三角形摆动运丝法
焊接时要注意每层焊道中的焊脚要均匀一致,并充分注意水平板与立板的熔深要合适,不要出现咬边等缺陷。
向下立焊时的焊丝角度如图所示,向下立焊参照焊条电弧焊立焊时的焊条角度。