②开坡口立对焊
焊件与开坡口水平对接焊焊件相同。采用直径为1.2mm的H08Mn2Si焊丝。焊接参数参照表所示进行选用,允许根据实际操作情况适当调整。
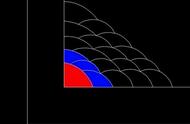
操作时焊丝运行中的角度如上图所示,采用向下立焊法焊接。
运丝时第一层采用直线移动,从第二层开始采用小月牙形摆动。施焊盖面焊道时,要特别注意避免产生咬边和余高过大的现象。
来源:原点资讯(www.yd166.com)时间:2022-11-07 17:02:43作者:YD166手机阅读>>
②开坡口立对焊
焊件与开坡口水平对接焊焊件相同。采用直径为1.2mm的H08Mn2Si焊丝。焊接参数参照表所示进行选用,允许根据实际操作情况适当调整。
操作时焊丝运行中的角度如上图所示,采用向下立焊法焊接。
运丝时第一层采用直线移动,从第二层开始采用小月牙形摆动。施焊盖面焊道时,要特别注意避免产生咬边和余高过大的现象。
生活中,往往你觉得很简单的事就不去细细思量,所以你一直没有提高;简单的事细细琢磨一下,没准你会有很大的收获。焊接也一样。...
2022-11-07 17:22:57查看全文 >>
引弧:二氧化碳气体保护焊一般采用直接短路接触法引弧,由于采用平特性的弧焊电源,其空载电压较低,造成引弧困难,引弧时焊丝与...
2022-11-07 17:19:35查看全文 >>
什么是多层多道焊呢?在一个焊接面上的一条焊缝上,焊接的焊道大于1,且覆盖/重叠原来的焊道,这样的焊道就是多层多道焊接多层...
2022-11-07 17:16:07查看全文 >>
二氧化碳气体保护焊的效率很高,在焊一些全熔透要求的工件时制约二氧焊接速...
2022-11-07 16:39:03查看全文 >>
飞机座位布局乘坐飞机,可以选择座位。选择座位的时间越早越好,最好在订票的同时就把座位选定。就像购...
2022-11-07 17:23:01查看全文 >>
自十九世纪以来,由于焊接工艺的成功应用及迅速发展,逐步取代了铆接,现在几乎全部采用焊接。随着科技的发展,现在的焊接方法已...
2022-11-07 17:17:58查看全文 >>
气体保护焊 用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称气体保护电弧焊,简称气体保护焊。焊接过程中不断向焊接区域输...
2022-11-07 17:03:40查看全文 >>
气保焊具有以下优点:1.焊接成本低。其成本只有埋弧焊、焊条电弧焊的40~50%。2.生产效率高。其生产率是焊条电弧焊的1...
2022-11-07 16:45:15查看全文 >>
横焊位置是垂直管道方向一类焊缝,这种焊缝的难点在于:横焊时熔化金属在重力作用下下坠,则会在上侧产生咬边,下侧因熔滴堆积而...
2022-11-07 17:06:07查看全文 >>
气保焊仰板对焊,由于仰焊时人处在一种不自然的位置,难以稳定操作。同时操作还要举起较重的焊枪和电缆线,增加了操作的难度。另...
2022-11-07 16:42:28查看全文 >>