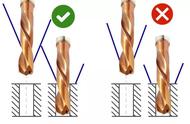
前角和下凹量
加工高强度的工件材料
对于高强度的工件材料,丝锥的前角和下凹量通常较小,增加切削刃强度。长屑材料需要较大的前角和下凹量,以便卷屑和断屑。加工较硬的工件材料需要较大的后角,以减小摩擦和充分冷切削刃。
加工软硬程度不同的材料
对于加工硬度、强度都很高的材料,丝锥应该选择从切削刃起始的偏心后角。
比如加工不锈钢材料会选用旋角较小的螺旋槽,应对不锈钢又硬又粘的加工特性,以便于进行持久的切削和盲孔类攻丝的排屑。

攻丝加工不锈钢材料
丝锥攻丝过程中常见问题:

造成丝锥断裂的原因可谓多种多样:机床、夹具、工件、工艺、夹头及刀具等等都有可能,仅凭纸上谈兵也许永远都找不到真正原因。以上的这些问题,都需要操作人员做出判断或向技术人员反馈。
,