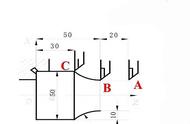
图示(3)

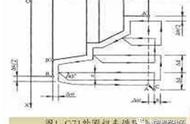
图示(4)
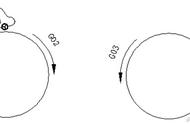
G73指令编程格式与G83相同,只是在加工动作上有所不同,G83执行一次Q值结束后刀具会快速返回至R点平面,而G73执行完Q值后刀具不退回至R平面,只是在当前位置停留100毫秒,指令动作见图示(5)

图示(5)
G73指令每次执行完Q值后的停顿只是单纯的为了断屑,与G73相比,G83可以把铁屑带出工件,同时可以让冷却液给钻头刃部降温。在使用高速钢钻头加工深孔时我建议大家尽量采用G83指令编程,当使用没有中心出水的硬质合金钻头加工时建议采用G73指令编程,因为硬质合金材质硬度较高,硬度高的东西往往比较脆,当使用G83编程时如孔内铁屑没有完全被带出,会导致硬质合金切削刃崩碎。
在钻削加工中,控制铁屑的形状至关重要,图示(6)中给大家介绍了在使用U钻和硬质合金钻头时,什么样的铁屑才是合适的,至于如何得到合适的铁屑涉及因素较多,后续视频讲解中我们会有所介绍。

U钻类刀具铁屑