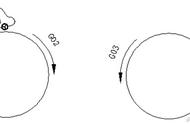
式中:I、J、K——圆心分别在x、y、z轴相对圆弧起点的增量( IJK编程)
【IJK编程与R编程】

①G91方式IJK编程:
(G91 G17)
G02 X30. Y-30.0 I-20. J-50. F120;
② G91方式R编程:
(G91 G17)
G02 X30. Y-30.0 R54. F120;
③ G90方式IJK编程:
(G90 G17 G54)
G02 X90. Y40.0 I-20. J-50. F120;
④ G90方式R编程:
(G90 G17 G54)
G02 X90. Y40.0 R54. F120;
基本移动指令实例【例】在立式数控铣床上按图所示的走刀路线铣削工件外轮廓(不考虑刀具半径),已知主轴转速400r/min,进给量为200mm/min,试编制加工程序。

O5002;
G17 G90 G54 G00 X0 Y0;
X-35.0 Y-70.0 S400;
Z50.0 M03;
G01 Z-25.0 F1000 M08;
X-60.0 F200;
G03 X-110.0 Y-20.0 50.0;
G01 Y-40.0;
G02 X-140.0 Y-70.0 R-30.0;
G01 X-160.0;
G03 X-110.0 Y-120.0 R50.0;
G01 Y-140.0;
X-80.0;
G02 X-40.0 Y-100.0 R40.0;
G01 Y-65.0;
G00 Z50.0;
Z90.0 M05;
X0 Y0;
M30;
GO3 圆弧插补(逆时针)G03 X__Y__R__F__;
R:圆弧半径
GO4 暂停G04 X(U)__; 或 G04 P__;
XU:后是指定暂停时间,其后数值要带小数点,否则以此数值的千分 之一计算,单位为s;
P:指定时间,不允许有小数点(即以整数表示),单位为ms。
GO2.1渐开线插补(顺时针)G02.1 X__Y__I__J__F__P;
IJ:圆弧中心坐标
P:螺距数,回转数
GO3.1渐开线差补(逆时针)
G03.1 X__Y__I__J__F__P;
IJ:圆弧中心坐标
P:螺距数,回转数
GO2.3
指数函数插补(正转)
G02.3 X__Y__I__J__R__F__Q__I;
IJ:角度
R:定数值
F:初期进给速度
Q:终点进给速度
G03.3
指数函数插补(反转)
G03.3 X__Y__I__J__R__F__Q__ I;
IJ:角度;
R:定数值;
F:初期进给速度
Q:终点进给速度
G05
高速高精度制御Ⅰ
G05 P10000 高速高精度制御开启
G05 P0 高速高精度制御关闭
G05 P3 高速加工开启
G05 P0 高速加工关闭