一、 电熔焊接工艺基本原理
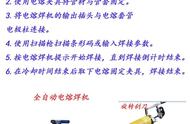
PE-RTII型预制直埋保温管相对于热熔对接,电熔连接的工艺过程比较简单(图1可以很直观地看到这个过程),主要包括 以下几步:
1)检查待焊部件的规格是否正确、机具是否完好;
2)按要求将管材焊接部位进行充分的刮皮处理;用笔标记管材管件的安装位置(或应插入的深度);
3)按要求安装好管材、管件,并用合适的夹具固定好;
4)将接线柱与焊机连接;
5)向焊机输入正确的焊接参数并开始焊接(或用电熔焊机的扫描枪扫描电熔管件上的焊接条形码);
6)焊接完成后可以看到观察孔突出,保持夹具紧固状态冷却。


1)PE-RTII型电熔连接时,必须采用陕西兴纪龙管道股份有限公司专用电熔焊机。
2)应采用相同牌号原材料生产的管材和管件,如 PE-RT II/XRT70。
3)电熔管件的质量
电熔管件质量是核心,应选择质量合格的管件。一个好的电熔管件,体现在电热丝分布、电热丝螺距的设计、电阻的稳定性、布丝工艺、冷区长度、熔区长度等等各个方面。
4)污染或氧化、表面处理
为避免污染,在将管件装到管材上之前尽量不要打开包装;如果管件各端是分别焊接的,zui好一次只打开包装袋的一端,保留袋子可以避免管件内部污染。切除表面氧化皮时,应达到连接程序中规定的刮皮深度,通常焊接表面刮皮深度为0.1- 0.3mm左右,并尽量采用合适的工具连续切削。否则没刮皮的位置就容易焊不好出现漏水。刮皮处理后的表面切勿手摸。焊接表面必须干燥。
5)配合间隙、不圆度、插入深度、轴向对中与定位
装配前,应检查和确认管端切口垂直于管材轴线,并且清除毛刺。装配时要 管材装配到位,避免空烧,甚至引起着火。控制椭圆度。椭圆度引起的间隙,单边zui大不应超过管材外径的2%(另一边贴紧);或周边间隙不超过外径的1%。否则应检查部件的尺寸,或采取校圆处理,用机械校直或复圆或者在端部热熔对接一小段直管。焊接大口径规格电熔管件时,一定要对管件进行支撑和固定,否则管件加热熔融后会由
于重力作用而下垂,导致上半部将熔体都挤压溢出了,下半部分间隙太大,熔体压力不够。
6)电源
焊机的输入电压必须稳定。如果电源接线超过 50m 就必须检查导线截面积符合要求;超过 100m 时,zui好使用发电机。如果用发电机作为电源,应考虑其功率大小和工作特性,能够适合带动感性负载工作。
7)焊接设备
电熔焊接设备应符合GB/T 20674.2-2006【塑料管材和管件 聚乙烯系统熔接设备 第2部分:电熔连接】(ISO 12176-2)。其日常维护非常重要,应定期进行。焊接之前务必确定焊接设备的功率与电熔管件所需焊接能量的匹配,避免“小马拉大车”,形成假焊/虚焊。特别是大口径的电熔管件(例如>dn200),就要用大功率的电熔焊机,反之小口径规格的电熔管件,只能用小功率的电熔焊机,否则就会“大马拉小车”,过热,导致电熔管件喷浆,焊“冒了”,甚至产生危险。特别是在工地上,经常会有不同规格的电熔管件,焊接不同规格管件时一定要注意电熔焊机的功率,千万不能偷懒,不能一台焊机打天下,不能同样的参数焊到底。
8)焊接电压
焊接时,应 电熔焊机输出电压准确、稳定在 39.5V±0.5V,电熔管件规格越大,对电压稳定性要求越高。
9)冷却过程。
冷却是为了接头达到足够的强度。在冷却过程中应保持焊接组件处于夹紧同轴状态。不得采取人为强制冷却措施。
10)施工环境和温度
电熔焊接的关键是能量的输入和控制,环境温度发生变化时,要 能够对焊接能量进行调节或者补偿。例如改变输入电压或增减焊接时间,以适合极限环境温度的要求。因此冬季施工,必须采用能够识别环境温度并自动进行温度补偿的电熔焊机。而且电熔焊机到了工地上,还应放置一段时间,与环境温度相适应之后再进行焊接,否则电熔焊机识别不到真实的环境温度。同时,应避免强烈的阳光直射造成管材(管件)温度不均。另外,刮风、扬尘、雨雪天气均应采取遮护措施以防污染。焊接较大口径的管材时,还要将管材远端管口封盖,避免气流形成“穿堂风”。沟内连接时,接头周边至少要有150mm的操作空间,以便于操作,减少污染可能。
11)其它注意事项
熔接是一个熟练工种,人员必须持证上岗,并应戴手套、护目镜操作。焊接完成时,至少要有一个观察孔冒出来。如果观察孔变化情况出现异常,应检查焊接工艺,并对焊接设备和焊接过程进行检查和排查。
若焊接过程中发生异常中断,应及时检查和排除异常。
注:以上资料基于高密度 PE100 级 PE-RT II 材料,如道达尔 PE-RT II/XRT70 材料。否则, 相关焊接电压、焊接时间等工艺不适合,造成焊口失效,危及管道系统安全。