图2-2 十字钢柱对接焊接顺序
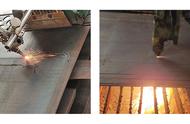
十字柱腹板和翼缘板不同时焊接,翼缘板焊接时,两人对称同时焊接,焊接时加引弧板、引出板;采用多层多道焊。
2、“H型钢”与“H型钢”栓焊连接
(1)坡口形式

图2-3 “H”型钢梁对接坡口形式
(2)焊接位置:平焊
(3)焊接方法:GMAW和SMAW
(4)焊接顺序:
对腹板高强螺栓扭矩初拧,之后进行翼缘板焊接,焊接结束,待翼缘板焊缝冷却之后,再对腹板高强螺栓进行终拧。
3、圆管与圆管之间对接
(1)坡口形式

图2-4 圆管柱对接焊缝坡口形式
(2)焊接位置:横焊
(3)焊接方法:SMAW、GMAW
(4)焊接顺序

图2-5 圆管柱焊接顺序
1)先由两名焊工在①、③两侧对称焊至板厚的1/3处时,切去耳板A、C。
2)然后在②、④侧仍由两名焊工对称焊至板厚的1/3处,切去耳板B、D。
3)再由两名焊工分别承担各自的半圆面的焊接。如此反复进行直至完成多层多道焊接。