氩弧焊(GTAW)(GMAW):
1、氩弧焊定义:是以惰性气体氩气作为保护气体的一种电弧焊接方法 。
2、方法分类:
依照电极是否熔化可分为熔化极氩弧焊(GMAW)和非熔化极氩弧焊(GTAW又称钨极氩弧焊)。

3、氩弧焊特点:
①适于焊接各种钢材、有色金属及合金,焊接质量优良;
②电弧和熔池用气体保护,清晰可见、易控制,便于实现全位置自动化焊接;
③电弧在保护气流压缩下燃烧,热量集中,熔池较小,焊接速度较快,热影响区较小,工件焊接变形较小;
④电弧稳定,飞溅少,焊缝致密性好,成形美观;
⑤成本昂贵,设备和控制系统较复杂,钨极氩弧焊生产效率低,只能焊接薄壁构件(缺点)。
4、焊接规范:焊接电流、电弧电压、焊接速度、焊丝直径、氩气流量、喷嘴直径等。
5、氩弧焊的应用:
钨极氩弧焊适用于工件厚度较小、接头根部质量要求严格的、或是材质对焊接方法有特殊要求的焊接接头的焊接。
钨极氩弧焊时一般采用正接法。
钨极氩弧焊时电流过大会烧损钨极,使焊缝夹钨。

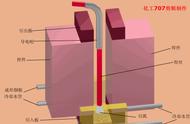
二氧化碳气体保护焊:
1、二氧化碳气体保护焊定义:
以二氧化碳气体作为保护气体的电弧焊接方法,叫二氧化碳气体保护焊。
它是以焊丝作为电极,靠焊丝与工件之间产生的电弧热熔化焊丝和工件,形成焊接接头。
2、特点:成本低、质量好、效率高、操作性能好。
但当采用较大焊接电流时,飞溅大而多,烟雾多,弧光强。焊缝表面成形不够光滑美观,操作不当时,易产生气孔。设备比较复杂。

3、焊接规范:接头及坡口形式、焊材牌号和规格、电弧电压焊接电流和焊接速度、气体流量和使用喷嘴的直径、焊机接法、焊接方向、焊缝层道及顺序安排等。
4、应用:常用于低碳钢、低合金钢压力容器的接头的焊接,如球形容器的现场组焊。