1)焊接接头形式:

2)对接接头坡口形式:

3)对接接头坡口形式的选择原则:
一是要保证焊透;
二是要尽量减少填充接头的焊缝金属;
三是要便于施焊,改善劳动条件,尽量减少在容器内的焊接工作量;
四是要能减少焊接变形量,对较厚的工件应选用沿厚壁开对称的坡口。
压力管道基本采用V型坡口,超高压锅炉压力容器常常采用U型双U型坡口。
4)接头的应用:
①对接接头:将两金属构件位于同一平面内(或曲面内),使其边缘相对,沿边缘直线(或曲线)进行焊接的接头叫对接接头。
主要应用于锅炉压力容器壳体的A、B类焊缝及压力管道对接焊缝。其坡口形式主要有Ⅰ字型、V型、X型、单U型和双U型。
②搭接接头及应用:两块金属构件相叠,而在其端部(或侧面)进行角焊的接头称搭接接头。它是现场大型薄壁常压储罐制造时常选用的一种接头形式。压力容器一般很少采用。
③角接接头和T型接头及应用:
两金属构件成直角或成一定的角度,而在其连接端边缘进行焊接的接头称角接接头,当两构件成T字型焊接在一起的接头称T型接头。锅炉压力容器的平端盖与筒体的连接部位、管板与筒体的连接部位常采用这种接头形式。
常采用的坡口形式有V型、单边V型、U型、K型等。
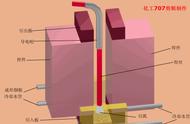
焊接接头的组成:
1、接头组成:
焊缝(OA)、熔合区(AB)和热影响区(AC)三部分。
2、焊缝(OA):
是构件经焊接后形成的结合部分,通常是由熔化的母材和焊材组成,有时全部由熔化的母材组成。

3、熔合区(AB)和熔合线:
熔合区是焊接接头中焊缝焊材金属与母材金属交界的结合区域,又称不完全熔化区域。熔合区域混合金属与焊缝纯焊材金属分界线称为熔合线。其接头横断面,经3%硝酸酒精溶液腐蚀可显示出焊缝金属轮廓线。